

想要了解我们的PE钢带增强螺旋波纹管BWFRP电缆保护套管定制销售售后为一体产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:PE钢带增强螺旋波纹管BWFRP电缆保护套管定制销售售后为一体的图文介绍






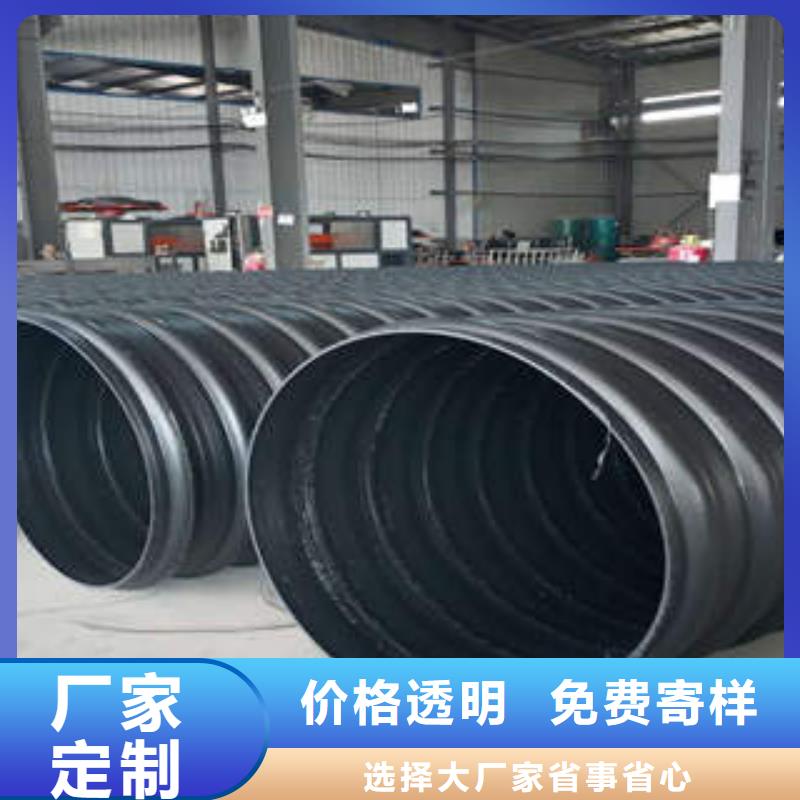
商丘PE钢带增强螺旋波纹管的详细介绍
经验丰富 专业厂家

影响耐冲击性能的因素与影响环刚度的类似。环柔性检测设备与环刚度相同,但是压缩量更大,试样在垂直方向外径变形量为原外径的30%时立即卸荷,观察试样的内壁是否保持圆滑,有无反向弯曲,是否破裂,两壁是否脱开。除了环刚度、环柔性、耐冲击性能之外, 标准还对蠕变比率(反映波纹管在外力负载下变形后的蠕变情况,影响产品的使用寿命)和烘箱试验(反映波纹管内外壁结合强度是否足够,结构稳定性如何)有要求。2.刚开机时波峰不能成型,这时通常伴随着外层真空不能达到需要的真空度。这是波纹管生产中常见的现象之一。参数方面,例如成型机的速度与挤出量不匹配,如挤出量不变的话,成型机速度过快则模块内的料坯太厚。
真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2.扩口不良。内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了。
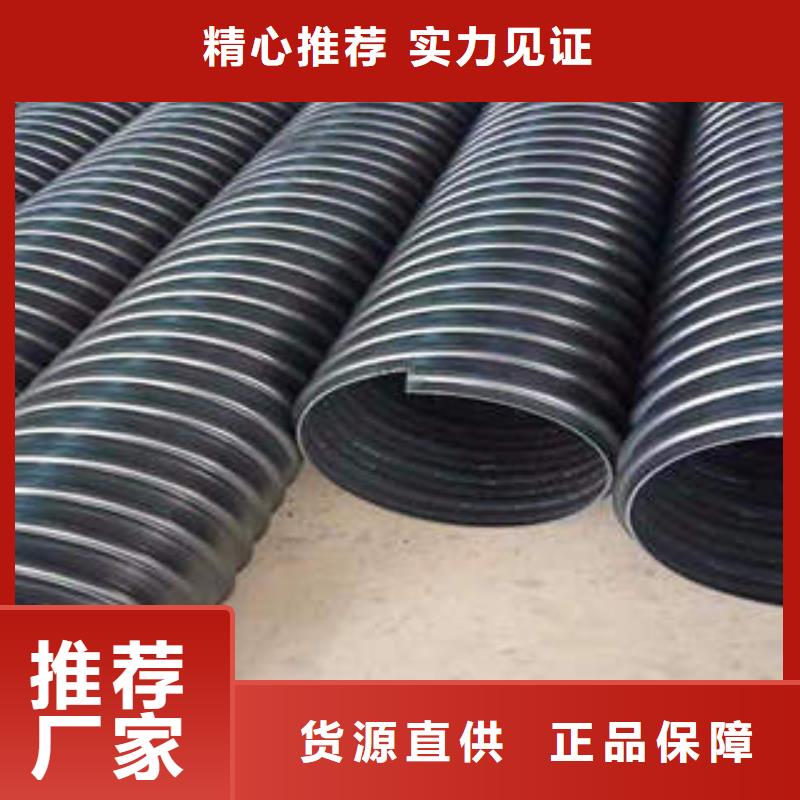
HDPE钢带增强螺旋波纹管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。2.轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。公司是一家专业从事聚乙烯(PE)钢带增强螺旋波纹管,钢带增强聚乙烯(PE)螺旋波纹管,聚乙烯(PE)克拉管的研发、生产及销售于一体的新型给排水管材企业。目前年生产能力5万余吨。
内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好。
真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。2.扩口不良。内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好,则有可能是原材料的功用或温度的缘由。扩口不完整扩口的结尾不管怎样调整都无法贴上,缘由通常是内层冲气提前结束了。
HDPE钢带增强螺旋波纹管材的重量不稳定一般是因为原材料的性能不稳定或下料段的温度波动过大。管材曲折缘由是外层的偏壁严峻或水套与成型机的对中性未调好。2.轴向上波峰的厚度不一致正常冲气过大、口模的空隙过大等导致。内层有划痕一般因为料温过高致使内层口模上粘有糊料;料内有杂质;水套上有划伤;内层口模有划伤等。管材冷却后脆性大这是一个比较普遍存在的现象,主要是原材料的性能过差所致,比如填充料的比例过大,消泡剂的质量差,原材料内的水分含量超标等。公司是一家专业从事聚乙烯(PE)钢带增强螺旋波纹管,钢带增强聚乙烯(PE)螺旋波纹管,聚乙烯(PE)克拉管的研发、生产及销售于一体的新型给排水管材企业。目前年生产能力5万余吨。
内壁不平坦PE钢带增强螺旋波纹管内壁不平坦通常由真空度偏小、水套温度过高、内层过薄等导致。真空度偏小应当查看内层真空管路是不是疏通,真空泵是不是作业正常等。水套温度过高通常是由于冷却水的水温过高或冷却水的流量过小导致,可通过这两个方面的调整来处理。扩口不良。扩口不良可分为以下几种状况:a、内层被吹破缘由通常有内层冲气气压过大;原材料耐性欠好;内层过薄;扩口放气发动晚或扩口放气管路不晓畅;原材料内有杂质;物料塑化不良等。b、扩口内外层未贴好若是这种表象发生在始端,则由于内层冲气发动较晚或相应段的气压过小;若是发生在结尾,则由于内层冲气提前结束或扩口放气提前结束,又或许由于相应段的气压过小;若是从头到尾都没有贴好。


精选原材

注重细节

工序严控


厂家自营
工厂直营
专注质量
自主研发
价格公道
本地配送


