
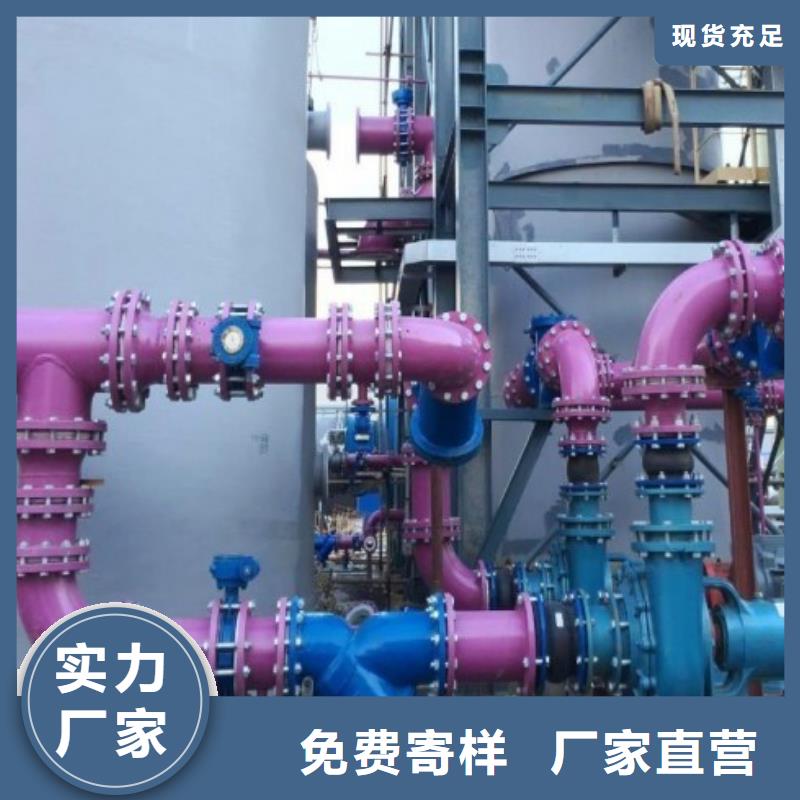


衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。



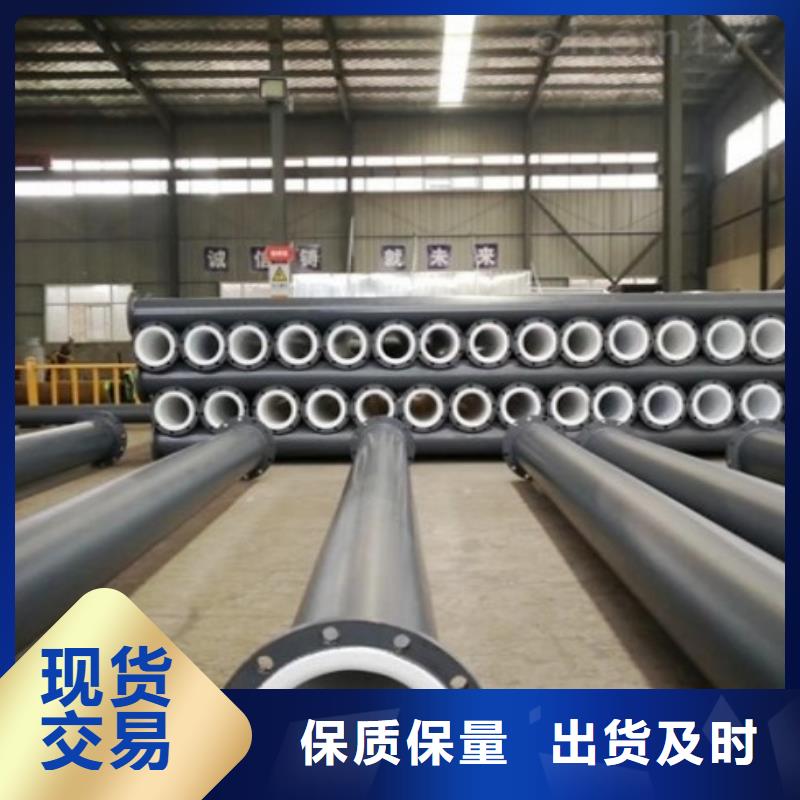
钢衬PE衬塑管道翘边原因
一旦钢衬PE衬塑管道出现翘边现象,不仅会使管道的形体受到破坏,更会导致管道的性能效果降低,甚至是彻底无法使用,所以遇到这种情况,一定要及时查明是什么原因导致的,从而彻底杜绝管道发生翘边的可能性。
导致钢衬PE衬塑管道发生翘边的全部过程:
在生产过程中,PE会因为遇冷收缩的特性而紧紧包裹在管道上,所以管体上PE的内应力会随着温度的变化而变化,虽然如此,但各点的内应力都还是一致指向管体的。而在PE坡口的焊道处却不这样,因为PE在坡口处被焊道分为两部分,焊道与管端夹角较小的一侧,上面大部分的PE材质会被弄掉,所以就导致剩下的PE材质非常薄并且表面积也很小,从而形成锐角状或长条状,而焊道与管端夹角较大一侧的PE,从管端方向向管内侧方向逐渐加厚,在焊道肩部达到了被分开部分PE的较大厚度。所以造成管道表面的PE涂层厚度不一。
从而在钢衬PE衬塑管道表面的涂层PE受到日光暴晒时,PE会温度升高,而PE的记忆效应会产生一个收缩的内应力,这个内应力就会在管道焊接的一个侧面产生出剥离开焊道的“力”,然后随着钢衬PE材质厚度的增加,这个“力”也会随之增大,从而当焊道与管端夹角较大一侧的焊道肩部的力达到较大时,就能使粉末与管道表面分离形成翘边。
其实看完导致钢衬PE衬塑管道发生翘边的整个过程后,相大家都明白了,导致这种现象发生的主要原因就是温度、壁厚度、管径这三点因素,所以要想避免管道发生翘边现象,就要在制造、安装、使用的过程中,做好对这三个方面的工作。
衬塑管道可谓是目前非常流行的输送管道,具有许多优良的性能特点,被广泛应用于各行各业。为避免生产过程中各种问题的出现,一定要严格遵守生产工艺流程来制造。
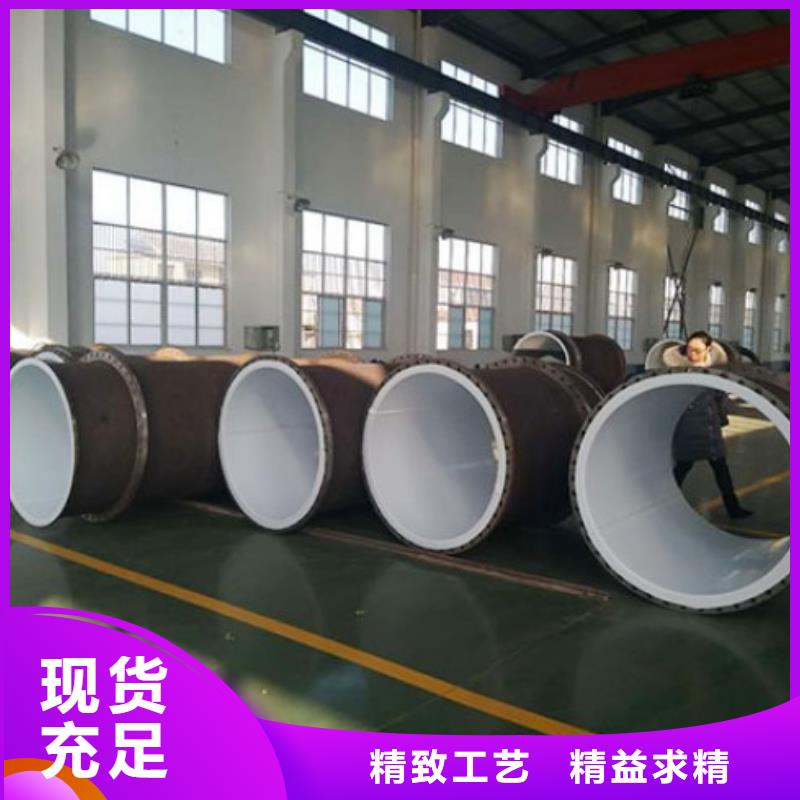
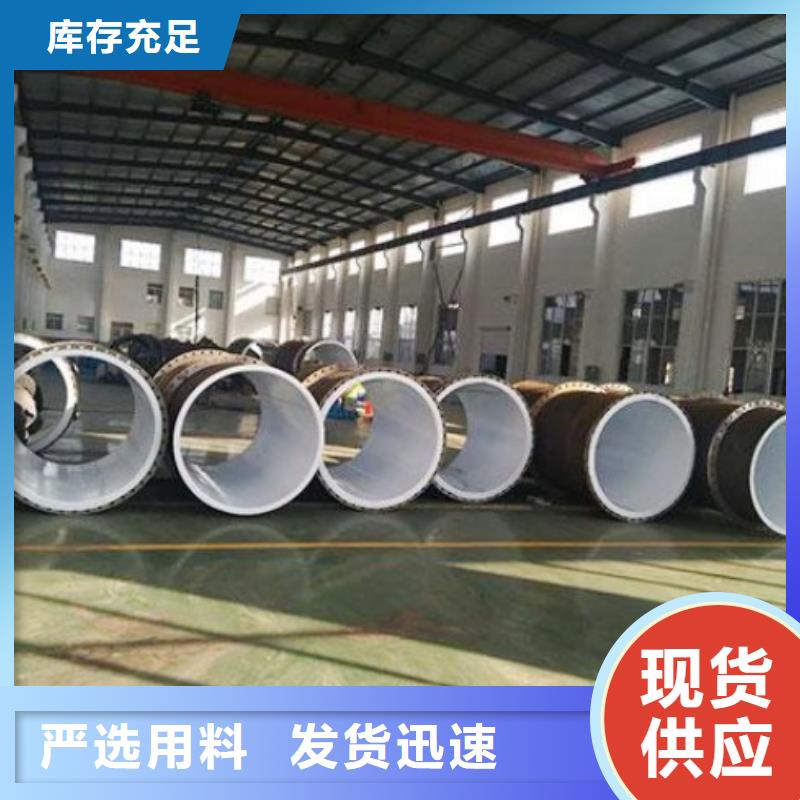
衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料:
1、先将碳钢管表面磨砂除锈。
2、然后将碳钢管加热在300-370度之间。
3、把高性能聚乙烯塑料涂覆的钢管内壁。
4、把涂覆好的管道放在三维旋转台上滚塑成型。
虽然看似是简单的四步,但其实制造起来并不简单,一旦有一个小步骤出现错误,就会导致衬塑管道的性能受损或不达标,因此每一根具有优良性能的管道,都是经过重重严格的操作、把控而制成的。


