更新时间:2024-12-27 23:04:27 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |


| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |

纵横机械制造有限公司科技先进、文明、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的 福建泉州钢衬塑管道产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。


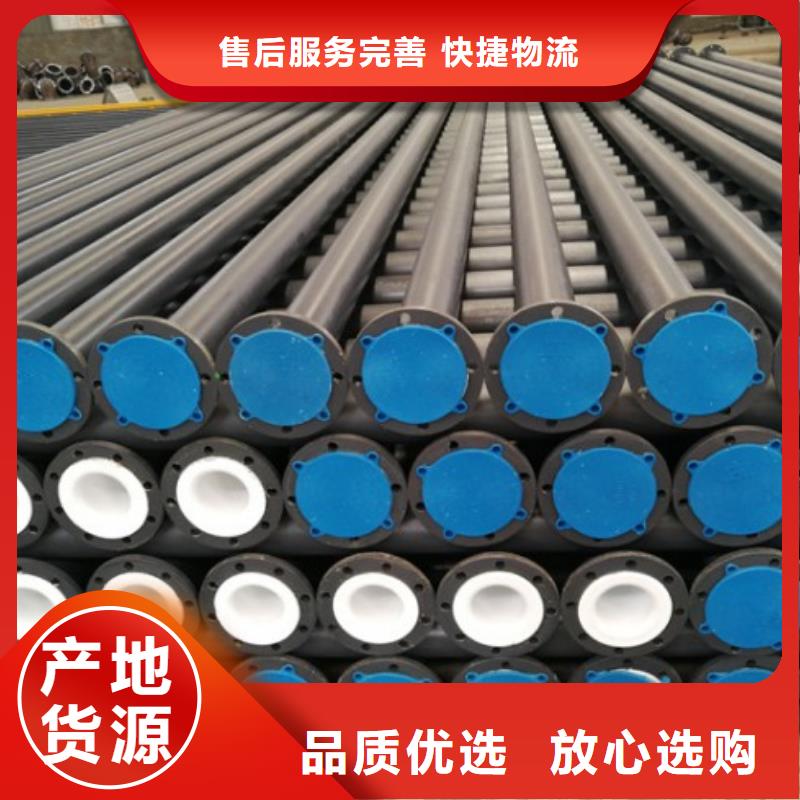
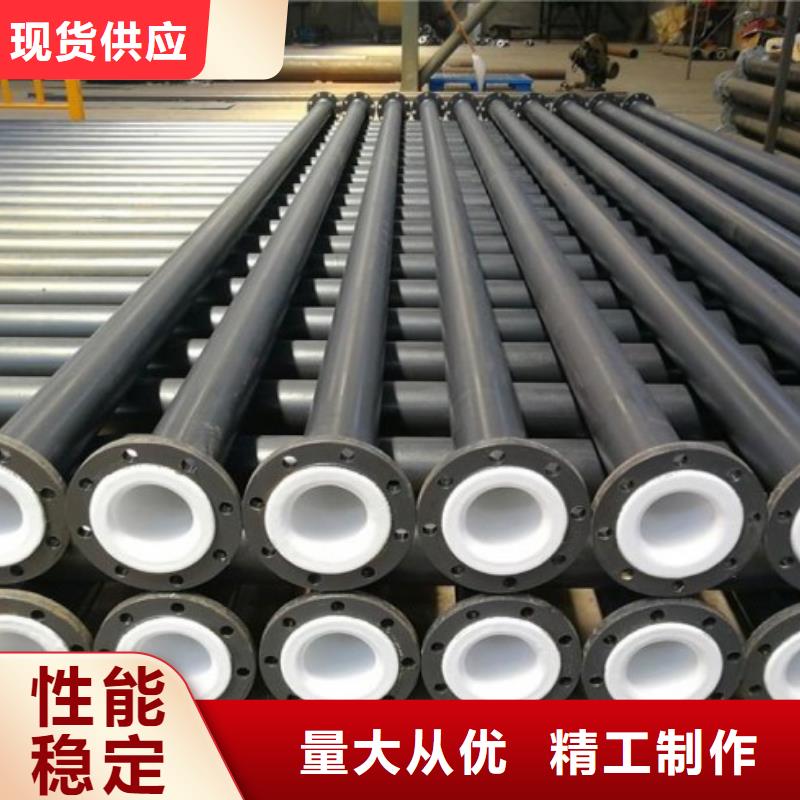
衬塑管钢管内衬塑衬塑管道直管的滚塑制作:
经检验合格的钢制直管在衬塑之前,必须进行喷沙和除脂处理,使钢管和法兰面保持相对的洁净度。 经过前期处理的钢制直管,两端法兰口敞开,平放在电动滚轮上夹紧开始旋转。我公司采用半自动的方式逐段对钢管外进行火焰加热,加热的同时逐段用加料机械对其加热段进行均匀加料,直至塑料衬层加工到标准厚度。这样周而复始直至整根管道所有需要衬层的地方衬到塑料。加工完毕后,待检。 滚涂P0管件:弯头、等径三通、异经三通、同心异经
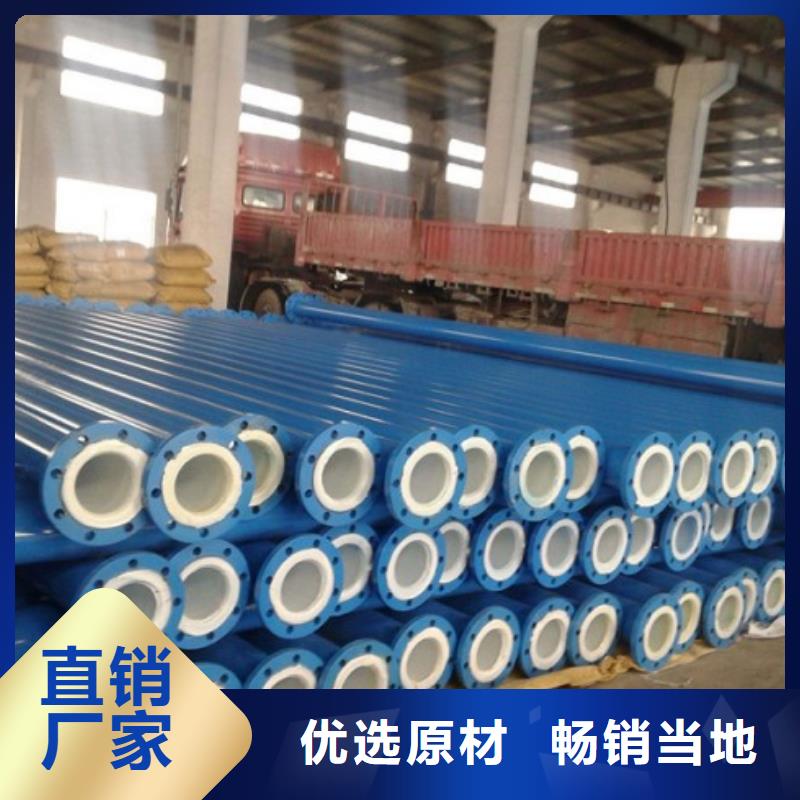
管、偏心异经管、四通等。规格DN15mm—DN1200mm。钢滚塑管道克服了钢衬塑管道翻边不平复、不耐负压、有接头、附着力低等缺陷,是地地道道的紧衬工艺,是客户*理想的选择。衬塑直管是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性塑料管,经冷拉复合或滚塑成型,衬塑直管它既有钢管的机械性能,又有塑料管的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、医药及饮水等行业。
衬塑直管规格:DN50-DN1000衬塑直管长度:
100-6000mm以内衬塑直管哪家好,洛阳纵横制造本着“****、****、服务**”的宗旨,真诚服务于广大客户,并热忱欢迎各界新老朋友来公司考察、指导、洽谈。厂区地址:洛阳市孟津浙商工业园区。
纵横制造衬塑直管的原因:
**:企业本身的优势(注册资金,行业元老,衬胶工人均在5年以上工作经验。)
第二:企业经营理念(以诚赢得市场,以质量铸造品牌)(产品质量是生产出来的,不是检验出来的)
第三:原材料采购,法兰,钢管,聚烯烃,聚乙烯等材料均来自大型正规厂家。严把质量关,绝不会因为价格,而去采购劣质产品。
第四:严格要求工人,在生产过程中,按照流程加工,在各个环节中注重细节,绝不图快,而去影响质量。
第五:保证每批产品中,做抽检(原材料检测,电火花检测,橡胶硬度检测等)
衬塑直管特点:
1、具有优良的物理性能
2、具有极好的耐腐蚀性能
3、机械强度与钢管相同
4、卫生、不积垢 不滋生生物、保证流体品质
5、耐化学腐蚀、耐土壤和海洋生物腐蚀、耐阴极剥离
6、安装工艺成熟、方便快捷
7、耐候性好 适用沙漠、盐碱等苛刻环境8、管壁光滑 提高输送效率、使用寿命长
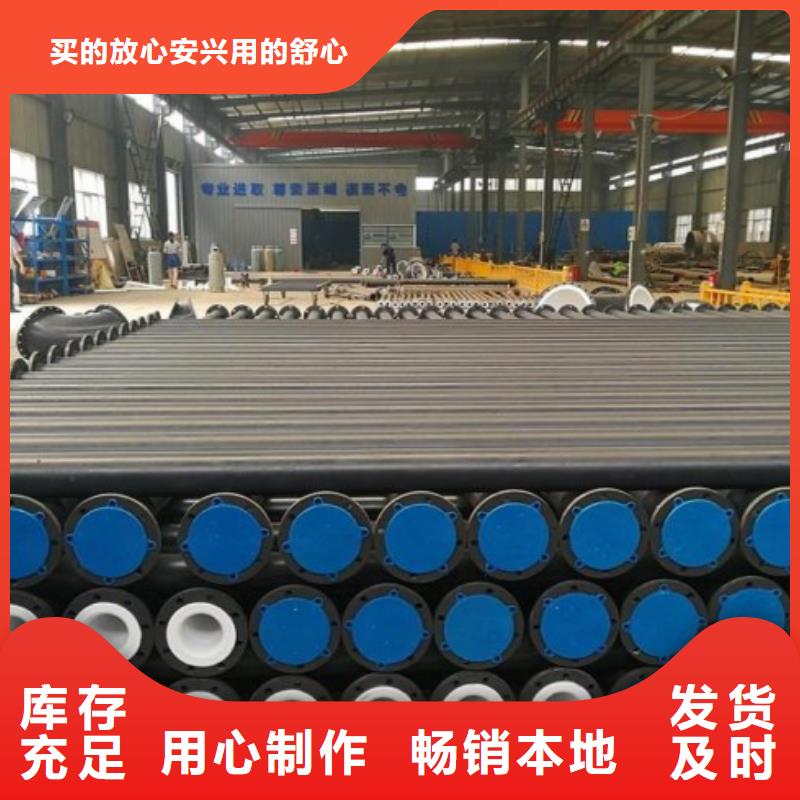
衬塑直管哪家好,洛阳纵横制造有限公司生产的衬胶防腐管道、衬塑耐腐蚀管道,3PE聚乙烯防腐管道,钢衬四氟聚乙烯管道及弯头,三通,四通,异径管等。根据物体介质的不同选择不同的产品,这样才能达到项目的需求。衬塑直管产品被广泛应用在火电、化工、环保,污水,矿山、海水淡化等行业领域之中。



衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。