您的位置>首页 >钦州本地行业频道 >
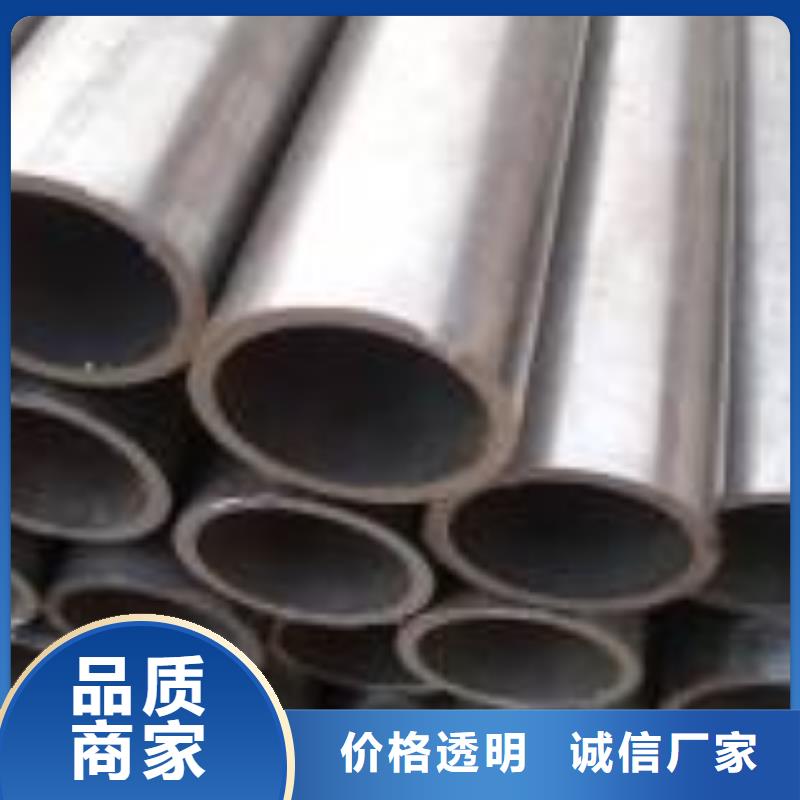
10#精轧钢管标准外径
发布时间: 2024-06-27 17:21:34 浏览次数:1
以下是:10#精轧钢管标准外径的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20#45# |
|---|
| 产品规格 | 规格齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 过磅 |
|---|
| 产品颜色 | 光亮管 |
|---|
| 外形尺寸 | 按需定制 |
|---|
| 适用领域 | 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 国标 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | 45# 20# |
|---|
以下是:10#精轧钢管标准外径的图文视频
导读 您是想要在广西省钦州市采购高质量的10#精轧钢管标准外径产品吗?广西省钦州市鑫邦源特钢有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的10#精轧钢管标准外径产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:颜经理-15963170288,QQ:1143544302,地址:《聊城经济开发区钢管城2排5号发货到钦州》。 广西壮族自治区,钦州市 隋开皇十八年(598年),易名为钦州。钦州市是岭南文化、“广府文化”重要的兴盛地、传承地之一,钦廉民系正是世居于此,是“一带一路”南向通道陆海节点城市,中国—东盟自由贸易区的前沿城市,北部湾城市群的重要城市,是广西北部湾经济区的海陆交通枢纽、西南地区便捷的出海通道,拥有深水海港亦是国家保税港的钦州港。南钦高速铁路作为广西北部湾地区的主要铁路运输通道构成了中国西南地区连接东南亚地区最便捷的出海通道。境内有三娘湾旅游区、八寨沟旅游区等4A级景点。
想要探索10#精轧钢管标准外径的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:10#精轧钢管标准外径的图文介绍
钦州鑫邦源特钢有限公司是一家专业生产 合金钢管的厂家,主要生产 合金钢管等产品。我厂与多家零售商和代理商建立了长期稳定的合作关系。公司品种齐全、价格合理。本公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任。
我厂本着:“一样的产品质量,我们比价格;一样的产品价格,我们比服务”。“以品质求生存,以信誉求发展,以开拓创市场,以客户为中心。”谨以公平,公正,互惠,互利的原则真诚期待您的垂询。您的成功,您的满意将是我们的z u i大心愿。 我们以挚诚挚信的心期待您的惠顾,以求真求实之情,欢迎您的来电,请给我们一次机会!欢迎到我司参观,指导!




精密钢管的焊接工艺。
工艺:精密钢管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。



总结 选购10#精轧钢管标准外径来广西省钦州市找广西省钦州市鑫邦源特钢有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-15963170288,{QQ:1143544302},地址:经济开发区钢管城2排5号。