



别再错过任何细节!花费一分钟观看不锈钢复合管道路护栏种类多产品视频,让您的购买决策更加明智。
以下是:不锈钢复合管道路护栏种类多的图文介绍


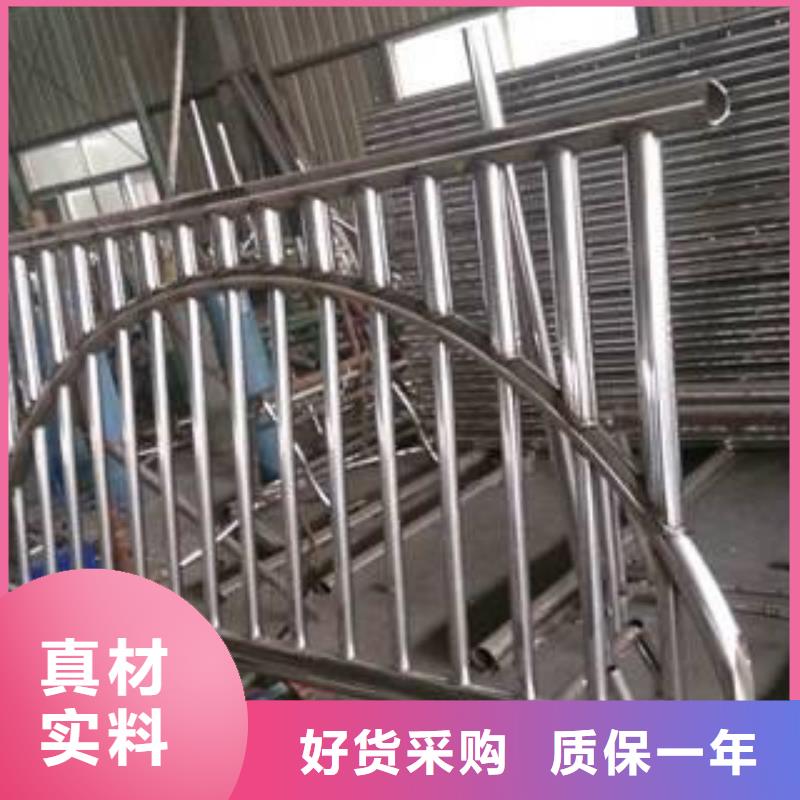
铝合金桥梁护栏需要注意哪些?
铝合金桥梁护栏需要注意哪些,铝合金桥梁护栏是指设置在桥梁上的护栏,是为了防止失控车辆越出桥外,铝合金桥梁护栏也为了防止车辆被打破、下穿、翻越桥梁及美化桥梁修建的功用,那么一般情况下,铝合金桥梁护栏需要选用啥护栏网片呢?
铝合金桥梁护栏
铝合金桥梁护栏施工留意的问题:
1、铝合金桥梁护栏需运用钢模板,模板加工按机械制造的技术进行,模板交角处选用倒圆角处理,使其平顺整齐,尺度严厉按规划请求制造。
2、铝合金桥梁护栏依照规划的请求合理设置断缝及诱导缝,模板撤除后应立即进行诱导缝的切开。
3、铝合金桥梁护栏浇筑到顶面时,应组织专人进行抹面修整处理,保证铝合金桥梁护栏成型后,顶面光洁,线形顺利。
4、铝合金桥梁护栏模板底砂浆找平层禁止侵入护栏混凝土,铝合金桥梁护栏施工结束后予以。
铝合金桥梁护栏需要注意哪些,铝合金桥梁护栏是指设置在桥梁上的护栏,是为了防止失控车辆越出桥外,铝合金桥梁护栏也为了防止车辆被打破、下穿、翻越桥梁及美化桥梁修建的功用,那么一般情况下,铝合金桥梁护栏需要选用啥护栏网片呢?
铝合金桥梁护栏
铝合金桥梁护栏施工留意的问题:
1、铝合金桥梁护栏需运用钢模板,模板加工按机械制造的技术进行,模板交角处选用倒圆角处理,使其平顺整齐,尺度严厉按规划请求制造。
2、铝合金桥梁护栏依照规划的请求合理设置断缝及诱导缝,模板撤除后应立即进行诱导缝的切开。
3、铝合金桥梁护栏浇筑到顶面时,应组织专人进行抹面修整处理,保证铝合金桥梁护栏成型后,顶面光洁,线形顺利。
4、铝合金桥梁护栏模板底砂浆找平层禁止侵入护栏混凝土,铝合金桥梁护栏施工结束后予以。



俊邦金属材料有限公司自成立以来始终坚持诚信经营,质量为先的经营理念,建立了完善的 山东青岛304不锈钢复合管 市场销售渠道,齐全的售后服务体系。多年来,公司坚持 山东青岛304不锈钢复合管 价格低、质量优的经营理念,周到的服务赢得了广大客户的高度认可,并建立了长期的合作关系。主营业务有: 山东青岛304不锈钢复合管 。客户的满意是我们不懈的努力与追求!欢迎新老客户来电咨询!


不锈钢栏杆安装后密封工作是怎样完成的
预埋件定位后要进行后置铁板埋件的安装,根据要求进行打孔,孔的直径和深度要和机械螺栓的尺寸相符合,固定铁板后要拧紧螺母,接下来才进入栏杆安装流程,它的工艺流程比较复杂,包括放线定位、钻孔、钢板定位、钢架下料以及打磨、钻孔,钢丸的防锈喷漆处理、实地安装以及尺寸复核、补焊打磨焊缝以及补刷防锈漆等,每道环节都有施工科学的施工工艺,只有每一步都做到一丝不苟,才能够让整个工程顺利衔接, 达到令人满意的地步,那么不锈钢栏杆安装后密封工作怎样完成?
不锈钢栏杆安装后密封工作是安装的 一道工序,密封工作做到了位,能够让整体美感更强,更坚固耐用,寿命也更长,安装好的玻璃要打密封胶,打密封胶之前要将打胶的位置进行清理,干燥后开始打胶,这里千万要清理干净,要不会造成脱胶现象,打胶前贴美纹纸,然后打胶,胶缝要压平压光,不要有气泡出现,要结实才能够坚固, 将美纹纸撕开就完成了。
预埋件定位后要进行后置铁板埋件的安装,根据要求进行打孔,孔的直径和深度要和机械螺栓的尺寸相符合,固定铁板后要拧紧螺母,接下来才进入栏杆安装流程,它的工艺流程比较复杂,包括放线定位、钻孔、钢板定位、钢架下料以及打磨、钻孔,钢丸的防锈喷漆处理、实地安装以及尺寸复核、补焊打磨焊缝以及补刷防锈漆等,每道环节都有施工科学的施工工艺,只有每一步都做到一丝不苟,才能够让整个工程顺利衔接, 达到令人满意的地步,那么不锈钢栏杆安装后密封工作怎样完成?
不锈钢栏杆安装后密封工作是安装的 一道工序,密封工作做到了位,能够让整体美感更强,更坚固耐用,寿命也更长,安装好的玻璃要打密封胶,打密封胶之前要将打胶的位置进行清理,干燥后开始打胶,这里千万要清理干净,要不会造成脱胶现象,打胶前贴美纹纸,然后打胶,胶缝要压平压光,不要有气泡出现,要结实才能够坚固, 将美纹纸撕开就完成了。



内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
