

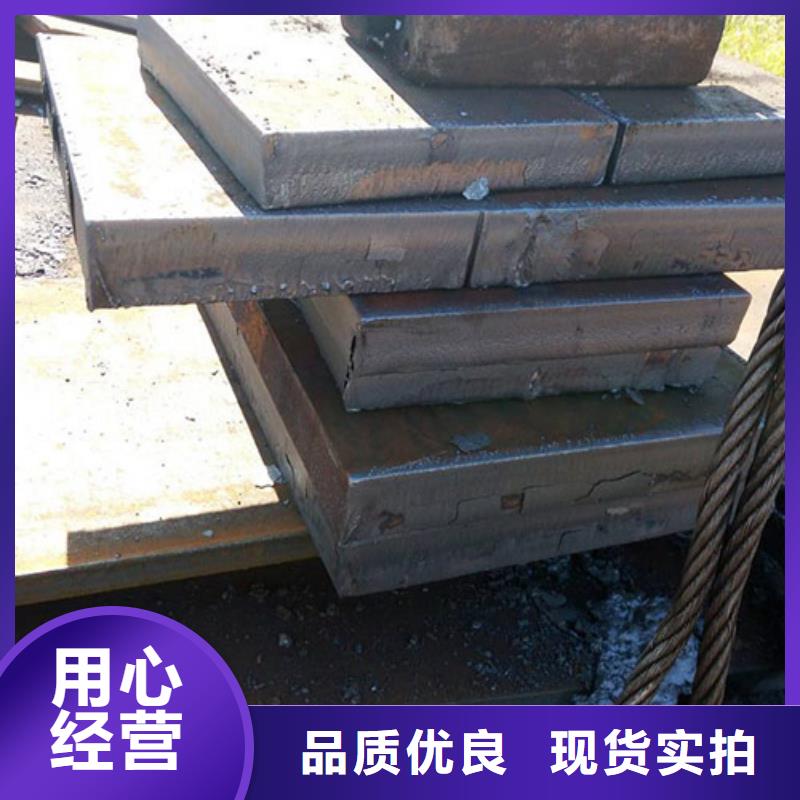




Cr06合金钢板与普通钢板Q235B化学成分有哪些不同
合金钢,钢里除铁、碳外,加入其他的合金元素,就叫合金钢。 在普通碳素钢基础上添加适量的一种或多种合金元素而构成的铁碳合金。根据添加元素的不同,并采取适当的加工工艺,可获得高强度、高韧性、耐磨、耐腐蚀、耐低温、耐高温、无磁性等特殊性能。碳钢是含碳量在0.0218%~2.11%的铁碳合金。也叫碳素钢。一般还含有少量的硅、锰、硫、磷。一般碳钢中含碳量越高则硬度越大,强度也越高,但塑性越低。
(1)按用途可以把碳钢分为碳素结构钢、碳素工具钢和易切削结构钢三类,碳素结构钢又分为工程构建钢和机器制造结构钢两种;
(2)按冶炼方法可分为平炉钢、转炉钢;
(3)按脱氧方法可分为沸腾钢(F)、镇静钢(Z)、半镇静钢(b)和特殊镇静钢(TZ);
(4)按含碳量可以把碳钢分为低碳钢(WC ≤ 0.25%),中碳钢(WC0.25%—0.6%)和高碳钢(WC>0.6%);
(5)按钢的质量可以把碳素钢分为普通碳素钢(含磷、硫较高)、优质碳素钢(含磷、硫较低)和高级优质钢(含磷、硫更低)和特级优质钢。
合金钢的主要合金元素有硅、锰、铬、镍、钼、钨、钒、钛、铌、锆、钴、铝、铜、硼、稀土等。
其中钒、钛、铌、锆等在钢中是强碳化物形成元素,只要有足够的碳,在适当条件下,就能形成各自的碳化物,当缺碳或在高温条件下,则以原子状态进入固溶体中;锰、铬、钨、钼为碳化物形成元素,其中一部分以原子状态进入固溶体中,另一部分形成置换式合金渗碳体;铝、铜、镍、钴、硅等是不形成碳化物元素,一般以原子状态存在于固溶体中。
6月份中旬以来,受到淡季需求明显减弱的影响,国内钢材现货市场出现了持续的震荡下跌行情,截至6月24日,全国三级螺纹钢现货均价4880元,较6月中旬下跌242元;全国热轧卷板现货均价5340元,较6月中旬下跌212元。
目前来看,国内钢材市场已经回归到了正常的供需关系层面,那么对于即将到来的7月份,国内钢市将会走出什么样的行情呢?笔者将从以下三个方面进行分析。
其一,从供给端来看,国内钢铁生产企业在利润明显收缩的态势下,减产检修逐渐增多,但由于前期产量增长过快,而且国内大中型钢铁企业的产能释放也存在一定惯性,进入6月份以来,重点钢企粗钢日均产量已经连续两旬回升,已经逼近历史高位,钢厂厂内库存压力开始显现,6月中旬重点钢铁企业钢材库存量为1569.70万吨,环比增加146.73万吨,上升10.31%;比上月底增加228.32万吨,上升17.02%;比去年同期增加277.80万吨,上升21.50%。
其二,从需求端来看,Cr06板材需求将强于建材需求,从前5个月全国公路水路投资(详见图1),全国铁路投资数据(详见图2),全国钢铁下游工业产品产量(详见表1)来看,基础设施投资力度不如预期;而制造行业用钢需求却维持一定的韧性,但也有减弱的趋势出现。7月份国内钢材市场淡季特征将更加明显,北方区域将受到高温天气的影响,而南方市场受到梅雨季节影响将会加大,市场采购需求将会明显受限。
其三,从成本端来看,由于前期铁矿石、焦炭、废钢的价格从高位回落,短期内成品材成本支撑力度有所减弱,但由于主要原料价格依然处于较高位置,钢厂的生产成本依然较高,这也支撑了成品材市场形成明显的底部支撑,但由于淡季需求的不断转弱,钢材价格将不断的考验钢厂的成本线。
7月份国内钢材市场将呈现较强的博弈性:原料端与钢厂的博弈,钢厂与贸易商的博弈,供应端与需求端的博弈将更为明显。传统需求淡季影响下的国内钢材市场将处于供给转弱,需求更弱,成本维稳的局面,整体走势将呈现震荡下跌的态势
Cr06合金钢板与普通钢板Q235B化学成分有哪些不同



聚贤丰汇金属材料有限公司多年来本公司始终奉行“靠质量占市场,靠信誉赢客户,靠新品谋发展,靠科技创未来”的理念,不断弘扬企业文化,不断加强内部管理,不断提高产品质量,不断企业品牌,积j i打造j i具正雷特色的 贵州黔南锻造圆钢精品。


NM400耐磨钢板切割、15Mn2钢板价格表
由于暴风雨天气影响了该公司在澳大利亚西部的业务,其二季度铁矿石出货量同比下滑了12%。不过,由于铁矿石这一铸钢原材料价格的飙升,预计该公司本月晚些时候仍将公布亮丽的业绩回报。自5月份以来政府持续强调做好大宗商品保供稳价工作,市场方面多空交织,而从价格方面来看:15Mn2钢板市价整体呈现上涨趋势,华北地区市场累涨幅度达到300-420元/吨,主导钢厂方面推涨意愿较,具体从库存方面来看:
北京地区来看,现由于建材利润偏低,钢厂主要转向板材生产,其中敬业、乐钢对市场投放量有所下降,北京地区敬业5条螺纹在产,投放量近20万吨,乐钢一条螺纹在产,投放量14.5万吨,钢厂到货减少,而市场大户方面,目前库存整体偏低,多数在1万吨左右,部分规格紧缺,大户多数存在惜售心理。
唐山市场来看,16日统计唐山地区线螺库存总量为11.2万吨,较上周减少0.4万吨;轧线开工率26.6%,受环保及利润方面影响,钢厂开工率偏低,尤其唐山调坯小厂,多数停产,而大厂TG目前螺纹生产不饱和,产量缩减,市场贸易商库存水平低位,存挺价意愿。
NM400耐磨钢板切割、15Mn2钢板价格表
(1)7月14日至7月17日 钢铁去产能“回头看”专项检查组对安徽各钢厂实施督查工作。据悉,实地督查分三组, 组对铜陵、芜湖、宣城、合肥企业进行核查,第二组对马鞍山、滁州、蚌埠、宿州、淮北企业进行核查,第三组对阜阳、淮南、六安、池州企业进行核查。目前还在审查阶段,并未对各企业限产情况进行明确指示,后续影响我网将持续跟踪报道。
2)7月16日工信部:下一步,我们将配合相关部门做好大宗商品保供稳价工作,加强宣传引导和政策解读,支持上下游行业建立长期稳定合作关系,引导产业链上下游稳定原材料供应和产供销配套协作,协同应对市场价格波动风险,要坚决打击囤积居奇、恶意炒作、哄抬价格的行为。
NM400耐磨钢板切割、15Mn2钢板价格表
本周市价整体先弱后强。周初市场存恐高心理,15Mn2钢板成交跟进不足,价格出现回落,周中后期受期螺及钢坯带动,现货氛围积极,市场成交放量,钢厂推涨意愿强烈,市价主流上扬。从库存方面来看,现建筑钢材库存统计显示35城螺纹社库826.97万吨增加14.20万吨,线材社库159.66万吨增加1.01万吨,社库总库存896.63万吨;螺纹钢厂库324.58万吨减少18.06万吨,线材厂库91.28万吨减少2.64万吨。本周厂库减少、社库增加,表观需求增加,下游需求有所释放,现货市场成交有所好转,且全国多地区钢厂检修、限产,钢厂投放量有所减少,限产及旺季需求预期下,市场信心存在支撑,主导钢厂积极推涨,但当前依旧处于求淡季,高温多雨季节下终端采买谨慎,成交难有大幅跟进;而宏观方面来看,政府持续强调做好大宗商品保供稳价工作,市场心态受到一定影响,整体来看,预计后期市场整体震荡偏强为主,幅度有限。



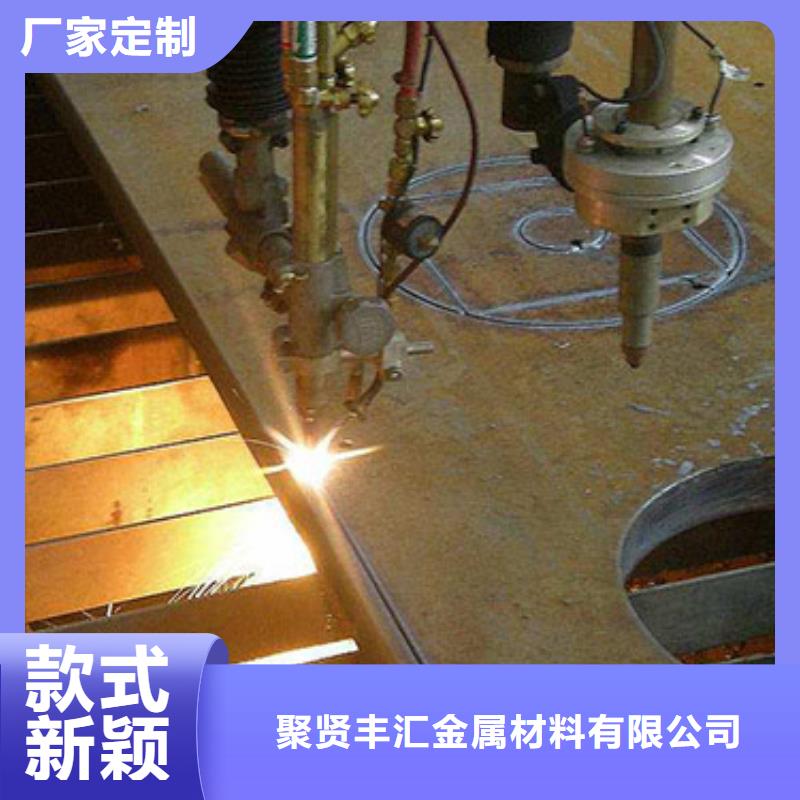
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。 一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍微降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中的主流切割气,但随着很近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和地方的认可,很重要一点会是它节能环保。对于它切割速度稍慢问题,有了市场上天然气增效剂的问世一系列的问题也随之化解。
分析完切割气体之后,再来看一下切割速度的问题。
30CrNi3A钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来很佳地改善切割断面质量,那是办不到的,只能使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
30CrNi3A钢板厚度190mm火焰切割与无齿锯切割的区别?
在正常的火焰切割过程中,30CrNI3A钢板切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切割方向偏移。如提高割炬的运行速度,火花束即会向相反的方向偏移,当火花束与切割氧流平行时,即认为该切割速度正常。速度过高时,火花束明显会后偏。这些都是工人师傅从长期的实践中不断总结出来的。
本周天津无缝管市场延续上周态势,市场价格继续上涨,商家补货虽略有起色,但操作相对谨慎。周初市场被观望气氛弥漫,各商家在价格上普遍谨慎,价格并未上涨,但随着周边市场北京、廊坊及山东等地无缝管市场价格的走高,本地商家不耐寂寞持续跟进,一连三日价格上涨,小规格冷拔管和中等热轧管均上涨100元以上。受“买涨不买跌”心理的影响,部分商家在前期库存消耗殆尽、低位运行的情况下建仓补货。目前市场心态不一,部分商家认为此次上行前景较好,价格具备震荡上行的可能。但也有部分商家看淡,认为在需求尚未放量的情况下后市并不理想,此番上涨只是管坯拉涨带来的影响,力度难以维持,因此操作尚需谨慎。目前,本地管坯价格报价坚挺,原料的趋强给本地无缝管价格的上涨提供了一定的成本支撑。
在30CrNi3A钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保障获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。


