


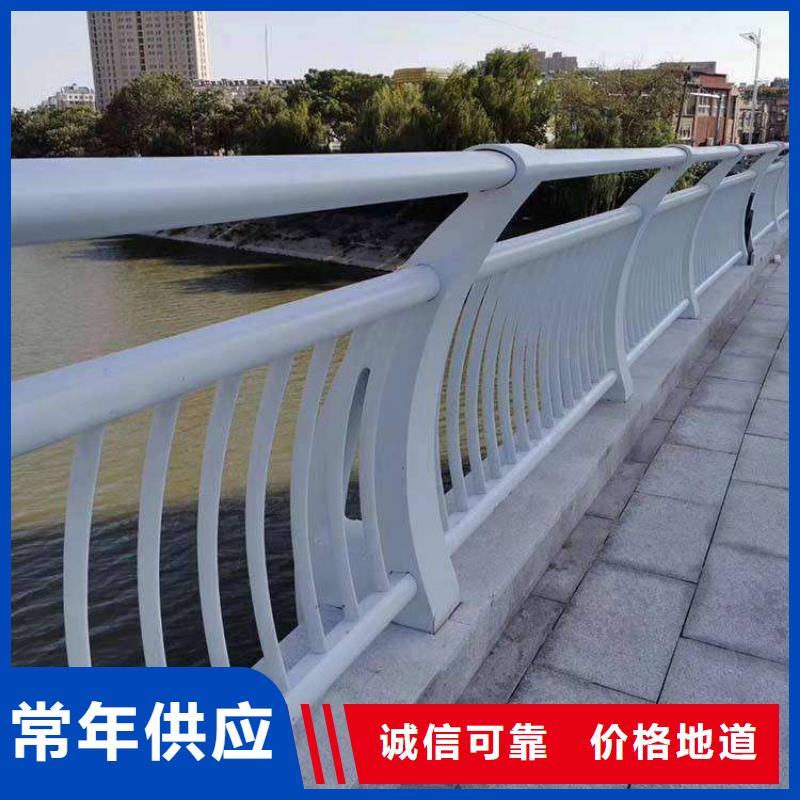




防撞护栏常用钢材所制,如:不锈钢,圆钢管,方钢管或压型钢板,铁丝。表面处理工艺:全自动静电粉末喷涂(即喷塑)或喷漆。近年来也较流行铝合金材质的插接,组装式护栏。护栏的立柱通过膨胀螺栓与地面固定。通常安装于如物流通道两侧,生产设备周边,建筑墙角,门的两侧及货台边沿等等。有效减免搬运设备往来穿梭时带来意外撞击造成的设备、设施的损坏。护栏材料有:铝合金、玛钢类(球墨铸铁)、碳钢(喷涂或镀锌)、不锈钢、塑钢、锌钢、PVC及其他金属护栏等。另外对物流搬运设备自身也起到防护作用。(如装卸货平台边沿的防护栏起到防止叉车意外跌落的危险)。护栏广泛应用于市政工程、交通、社区、港口、机场、仓储区域的维护,此类产品日趋发展成熟,成为建材行业的重要分支,行业规模不断扩大,样式不断增多。护栏按使用地点不同可分为路侧护栏、中央隔离带护栏和特殊地点护栏;按结构可分为柔性护栏、半刚性护栏和刚性护栏。按护栏的材质分类,有铁质护栏、石材护栏、PVC护栏、木制护栏、水泥护栏、塑钢护栏、不锈钢护栏、玻璃护栏等。按护栏的功能用途分类有阳台护栏、楼梯护栏、空调护栏、社区护栏、别墅护栏、防盗护栏、体育场护栏等。按护栏的装饰特性分类有艺术护栏、铁艺护栏、透景护栏、飘窗护栏、栅条护栏、美式护栏、欧式护栏等。按照外观分类:双边丝护栏网、框架护栏网、双圈护栏网、美格网护栏、勾花网护栏、钢板网护栏。



什么样的交通防撞护栏厂家难以提高产品质量?
几乎任何一个交通护栏都希望自己的产品有很好的质量,但是往往有些厂家就不能让产品的质量提高,那么什么样的厂家没办法让产品的质量有所提高呢?首先就是在厂家的规模很小的时候,自然也就没办法让产品的质量有所,因为所有的产?品质量也才是以实力为基础,如果是厂家的规模太小的话,自然就会在实力上有全方面的下降,而这样就会让产品的质量有所下降。
再有就是在交通护栏的生产中,一些不重视信誉的厂家也难以提高产品质量,因为在道品质生产中也才是有自己的成本的,而不重视信誉的厂家要往往也都是唯利益是观,自然就会在生产中舍不得使用高质量的材料,而且也难有工艺上面的提高,所以这样的厂家也难以让产品的质量有所提高,而在用户购买这种产品的时候,也就需要有所注意, 不要购买不信誉厂家的产品。
不知一种厂家在生产中难以提高产品质量,就是新厂家,在行业要之中,也有一些厂家刚刚起步,正是因为厂家刚刚起步,一者是这种厂家在生产中没有很好的上游资源,难以得到高质量的材料,而且这一类厂家因为没有更好的生产经验,也会因为这样而让产品的质量难以提高。当然还有一点就是因为新厂家因为在没有更好的市场,所以就容易伦为不重视信誉的厂家,因为他们要降低价格以适应市场。


鑫润通不锈钢制品有限公司是一家专注生产销售: 云南普洱景观护栏,公司与大型 云南普洱景观护栏厂家建立长期稳定的合作关系,货源充足,品种规格齐全。强调“质量”和“服务”是我公司立业的基础了解用户的需求,在服务中成长,与用户共同创新是我们的追求。
承诚信服务、恪守信誉的宗旨,在同等的质量下,完善的服务,优质的态度来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务!一、质量保证,严格按用户要求标准供货,二、周到服务 电话联系及时答复运输,送货上门;节假日不休息,随到随提。



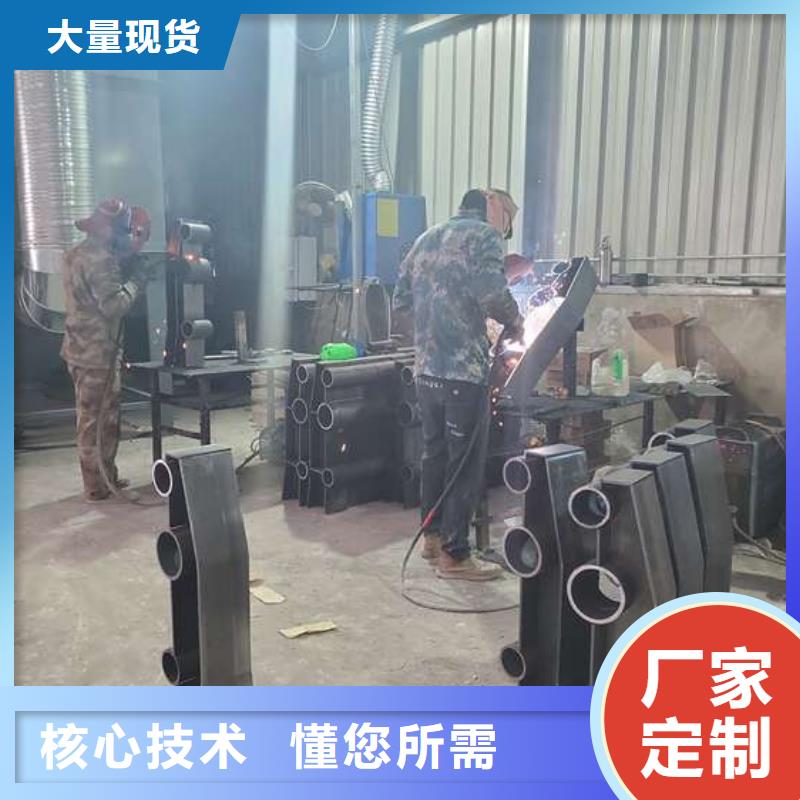
不锈钢桥(梁防撞护栏)栏杆施工注意的问题:
1、护栏需使用钢模板,模板加工按机械制造的工艺进行,模板交角处采用倒圆角处理,使其平顺整洁,尺寸严格按设计要求制作。
2、按照设计的要求合理设置断缝及诱导缝,模板拆除后应立即进行诱导缝的切割。
3、浇筑到顶面时,应安排专人进行抹面修整处理,确保护栏成型后,顶面光洁,线形顺畅。
4、护栏模板底砂浆找平层严禁侵入护栏混凝土,护栏施工完毕后予以。
不锈钢楼梯栏杆施工工艺
(1)工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光
(2)安装预埋件(后加埋件):楼梯栏杆预埋件的安装只能采用后加埋件做法,其做法是采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定立柱固定点的位置,然后在楼梯地面上用冲击钻钻孔,再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
(3)放线:由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。应保证不锈钢立柱全部座落在钢板上,并且四周能够焊接。
(4)安装立柱:焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。
(5)扶手与立柱连接:立柱在安装前,通过拉长线放线,根据楼梯的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接。焊接前,必须将沿焊缝每边30~50mm范围内的油污、毛刺、锈斑等干净。
(6)打磨抛光:全部焊接好后,用手提砂轮打磨机将焊缝打平砂光,直到不显焊缝。抛光时采用绒布砂轮或毛毡进行抛光,同时采用相应的抛光膏,直到与相邻的母材基本一致,不显焊缝为止。