

想要更直观地了解34*6无缝钢管规格价格产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
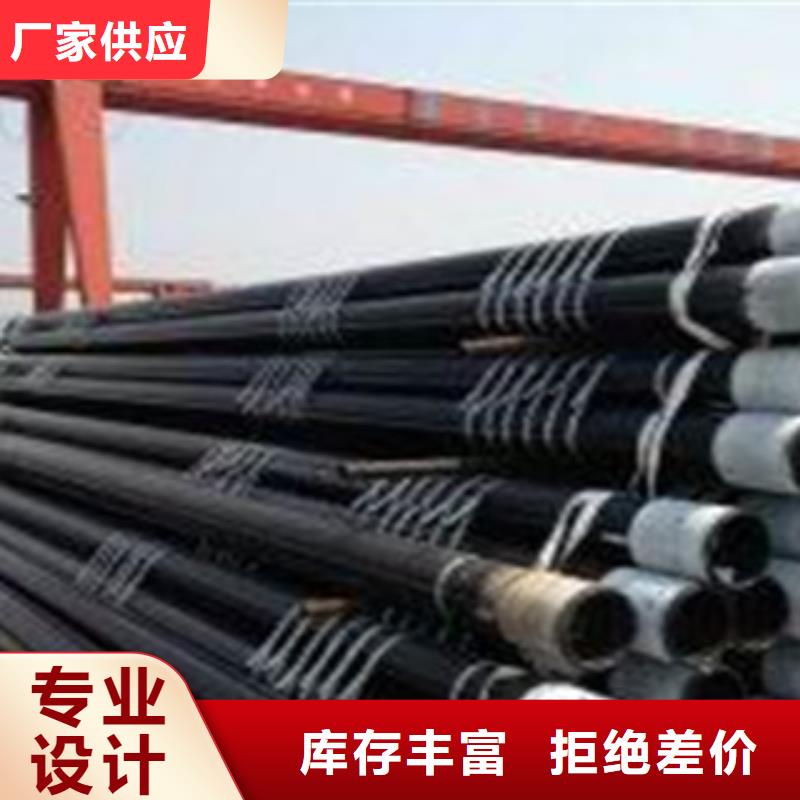
以下是:34*6无缝钢管规格价格的图文介绍
不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
钢兴钢管 有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,钢兴钢管 有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【云南普洱大口径钢管】产品、良好服务回馈社会!


钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为或。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。 穿孔后,圆管坯就先后被三辊斜轧、连轧或。后要脱管定径。定径机通过锥形钻头高速入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过冷却,钢管经冷却后,就要被矫直。 2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。冷拔(轧)无缝钢管的轧制方法较热轧(无缝钢管)复杂。它们的生产工艺流程前三步基本相同。 不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。



12Cr1MoV无缝管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,12Cr1MoV无缝管是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。12Cr1MoV无缝管还是各种常规不可缺少的材料,、筒等都要钢管来制造。 20cr无缝管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料等。与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,20Cr无缝钢管是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 用20Cr钢管制造环形零件,可20cr无缝管厂材料利用率,简化制造工序,节约材料和加工工时,如滚动轴承套圈、千斤顶套等,目前已广泛用钢管来制造。20Cr无缝钢管还是各种常规不可缺少的材料,、筒等都要钢管来制造。 20Cr无缝钢管化学成份(%):硅:0.17~0.37力学性能:抗拉强度σb(MPa):≥835屈服强度σs(MPa):≥540伸长率δ5(%):≥10断面收缩率ψ(%):≥40,冲击吸收功Ak(J)≥47硬度:退火或高温回火供应状态硬度≤156HB,试样尺寸:试样尺寸15m。


35crmo无缝钢管厂家生产工序①热轧无缝钢管主要生产工序(△主要检验工序):管坯及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库②冷轧。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在35crmo无缝钢管厂家质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。 在35crmo无缝钢管厂家矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。 10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



一直坚持“多元发展、延伸发展、绿色发展、发展”,的发展理念,始终坚持“质量、信誉至上、优质…查看详情集现货销售、订轧、钢管深加工、切割配送、进出口贸易为一体客户订货周期,我们的服务质量销量、规格、厂家直销。 钢管厂多少吨配送钢管分为无缝钢管和焊接钢管。钢管厂在生产过程是将实心管坯或钢锭穿成空心的毛管,然后再将其轧制成所要求尺寸的钢管。采用的穿孔和轧管方法不同,就构成了生产无缝钢管的不同方法。焊接钢管生产过程是将管坯(钢板或带钢)弯曲成管状,再把缝隙焊接起来成为钢管。 因钢管厂采用的成型和焊接方法不同,就构成了生产焊接钢管的不同方法。钢管厂主要用热轧法生产。法主要用于生产难穿孔的低塑性高合金钢管或异型钢管和复合金属管。冷轧和冷拔法可将热轧管继续加工成小直径和薄壁的钢管。 焊接钢管工艺过程简单、生产效率高、成本低、产品品种日益扩大。在圆形钢管的横截面上存在着外径不等的现象,即存在着不一定互相垂直的外径和外径,则外径与外径之差即为椭圆度(或不圆度)。为了控制椭圆度,有的钢管标准中规定了椭圆度的允许指标,一般规定为不超过外径公差的80%(经供需双方协商后执行)。
