




无需繁琐的文字描述,观看我们的视频,让口碑好的
钢筋笼盘丝机基地产品一览无余!
以下是:口碑好的
钢筋笼盘丝机基地的图文介绍

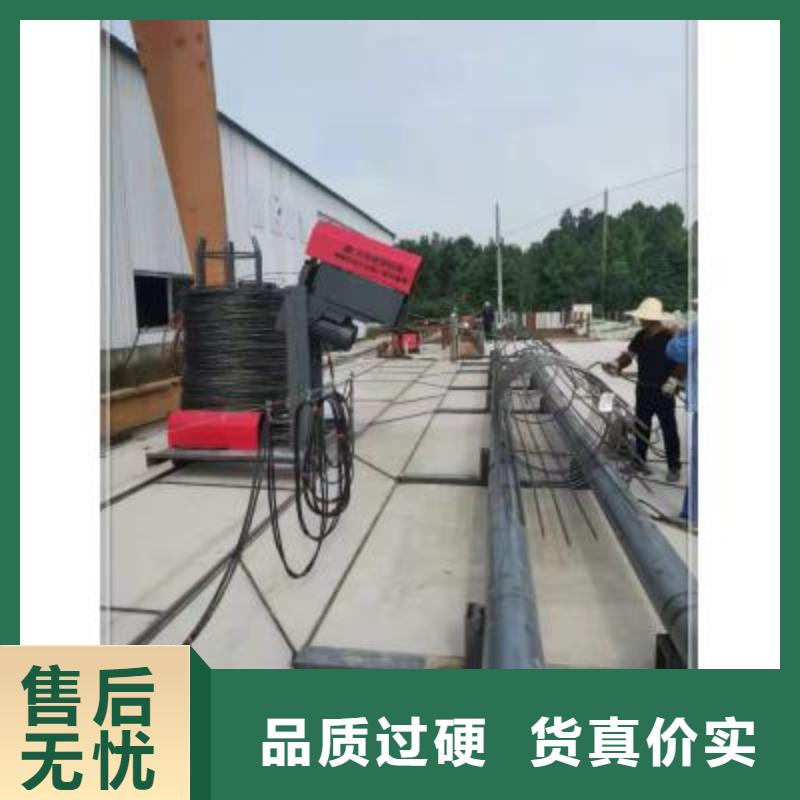
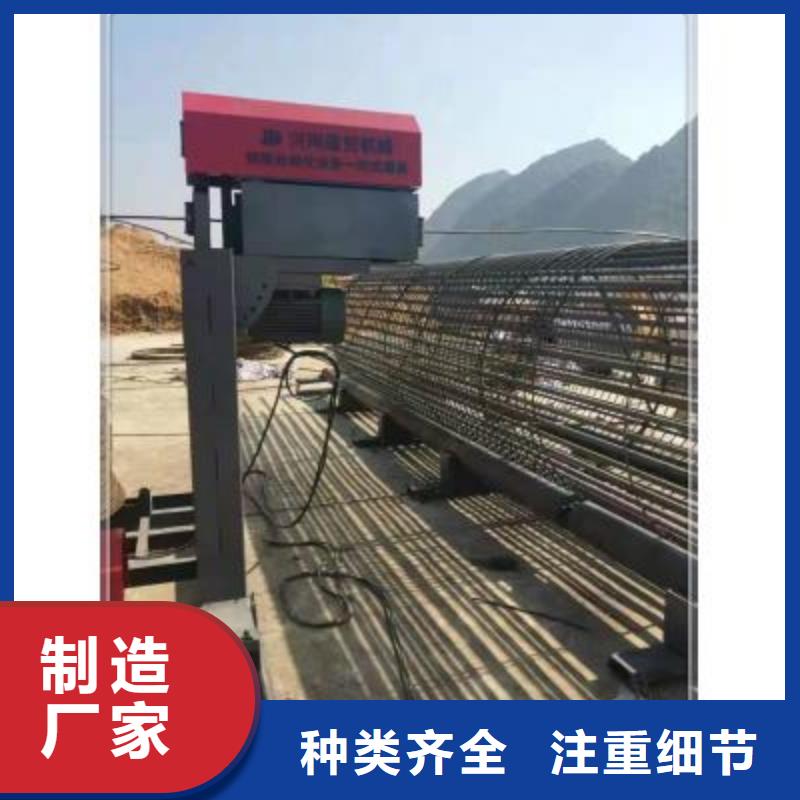
圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架旋转、小车直行,缠绕筋拉动圆盘自行转动。调速;按绕筋间距要求的10倍在车轮下方做记号,数钢筋笼转10圈整,测量小车行走距离,变频调速至接近该数值为宜,并记住变频调定值备用。 1、自动送线机构,可在线调整间距,误差小,成型质量高。可生产双盘筋、双主筋高要求钢筋笼产品滚焊速度根据操作手的熟练成度从低到高可任意调整CO2气体、焊丝、焊条等就近定点采购套筒连接及对焊连接的主筋可直接上设备生产设备操作简单、人性化 2、绕筋机自动焊接,焊点,减轻劳动强度。加工区占地面积至少30米x50米 3、变频控制拖笼机构,行走精度高。每班3人即可正常生产钢筋笼绕筋间距范围:50到450mm可任意调整 4、自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。滚焊速度根据操作手的熟练成度从低到高可任意调整一米之内盘筋间距误差可控制在5mm以内箍筋Φ5到16mm(盘筋直接作业)移动盘电机信号及电机电源电缆采用坦克链式保护每班3人即可正常生产钢筋笼 5、自动上料装置,加快上料速度,提率。 6、模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。钢筋笼直径误差控制精准主筋Φ12到40mm每班3人即可正常生产钢筋笼 7、平立辊式矫直装置,矫直效果好,寿命长。 8、控制系统:PLC、触摸屏、变频器。


双绕筋钢筋笼绕筋机焊完一节主、箍筋,低速转动胶辊,抬第二根主筋焊接。此时按选定生产工艺确定方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。圆盘用于缠绕筋存放,绕筋通过放线器连接于骨架,骨架、小车直行,缠绕筋拉动圆盘自行转动。滚焊机是制作钢筋混凝土排水管骨架的专用焊接设备,适用于焊接承插口、平口型钢筋骨架,是生产钢筋混凝土排水管的主要设备之一。本机由主盘、推筋盘推筋、扩径机构及焊接机构四部分传动组成,分别由各自的电机驱动。变频比例调速保证骨架螺距、承口角度不随焊接速度的而改变。电机转速比例,可改变环筋螺距和承口角度。大盘上焊接台及焊接机构位置,可焊接不同规格的排水管钢筋骨架。



建贸机械设备有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 江西萍乡手提式液压弯曲机服务。本厂有训练有素的员工及管理队伍,有多位 江西萍乡手提式液压弯曲机工程师,不但确保 江西萍乡手提式液压弯曲机产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。


焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。采用随炉测温仪一次多可测试6个位置8、温度控制系统:绕筋机保证室内各段温度达到工艺要求的装置全自动滚焊机定义滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。全自动滚焊机原理采用可调行程气缸加压,避免上下电极碰撞损伤。 采用三相无极调速电极驱动,焊接速度调整方便、稳定。巧妙合理的内部结构,减少发热导致的焊接性能减弱 银轴瓦旋转导电优良接触. 限度减少电能转换的损失。滚焊的焊缝由一个焊点组成,按核心熔化重叠不同,分为滚点焊或气密缝焊。组成的各个焊点的形成过程,与点焊一样存在加压、加热熔化和冷却结晶三个阶段,但又与点焊有较大的区别。



