


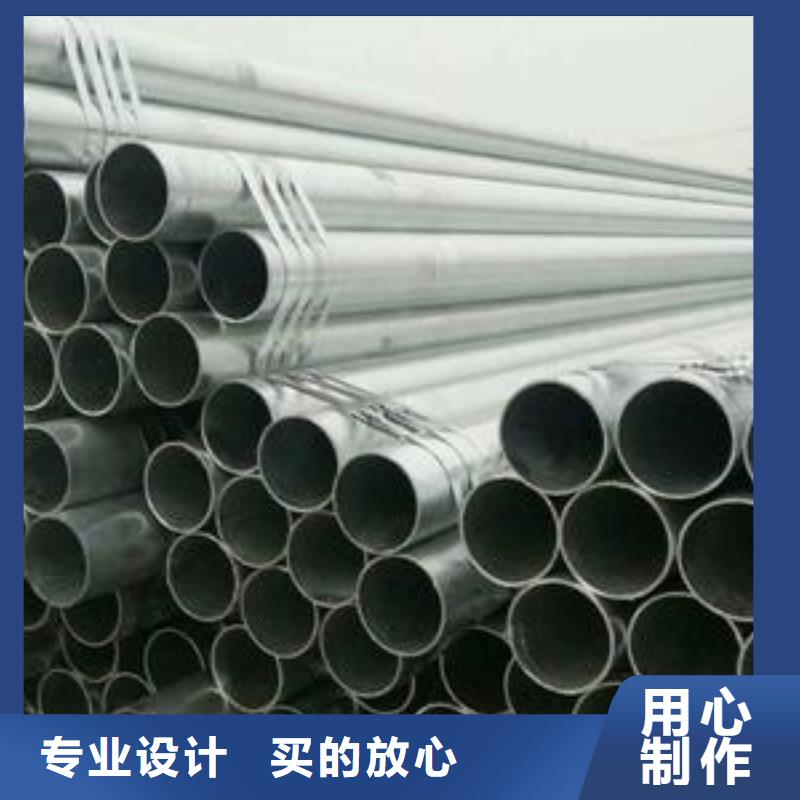



精密钢管高尺寸精度高、管内外表面光洁度,钢管热处理后内外表面均无氧化膜,钢管扩口、压扁无裂痕、冷弯不变形,并能承受高压,能作各种复杂变形及机械深加工处理。
主要生产钢管牌号:10、20、35、45 、40cr、42crmo、16mn等。
精密钢管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
中国:jīng mì gāng guǎn
西班牙:tubo preciso de acero
法语:le tube dacier de précision
英语:steel tube
日语:精密スチール
中文繁体:精密钢管
精密钢管的 标准;GB/T699-2008,精密钢管的 标准;GB/T3639-2008,另外可能也还有应用GB/T8162-2008结构用精密钢管的。
精密钢管欧标为:DIN2391
精密钢管广泛用于汽车、摩托车、电动车、石化、电力、船只、航天、轴承、气动元件、中低压锅炉无缝钢管等范畴,也可适用于钢筋套筒、轴承、液压、机械加工等领域!



鑫森通达无缝钢管有限公司位于经济技术开发区,地理位置优越,交通十分便利,我公司是一家集生产、销售为一体的大型企业,主要生产 江西萍乡冲压片。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区,产品深得用户依赖。


小口径冷拔无缝钢管承受压力的计算公式
小口径冷拔无缝钢管承压能力的计算方式是什么样的以下我们选取一个实际的案例来加以说明
DN=10MM,壁厚为3mm
设冷拔无缝钢管的抗拉强度为σ,压力为P,管子外径D;
冷拔无缝钢管壁厚δ=(P*D)/(2*σ/S)
其中S 为系数;
因为P小于7MPa,S选S=8; P小于17.5MPa,S选S=6; P大于17.5MPa,S选S=4;
我们选系数为S=6; 选20钢抗拉强度为410MPa,
故管子可承受的压力P=(2*σ/S*δ)/D
=(2*410/6*3)/(10+6)
=26.25MPa>设定17.5
故系数取S=4
故冷拔无缝钢管可承受的压力P=(2*σ/S*δ)/D
=(2*410/4*3)/(10+6)
=39.375MPa
根据这个公式你可以轻松计算出各种规格的小口径冷拔无缝钢管的承压能力。如需小口径无缝钢管的客户可与我司联系!!



合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻
