



为了让您更地了解我们的方管热弯现货齐全,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:方管热弯现货齐全的图文介绍


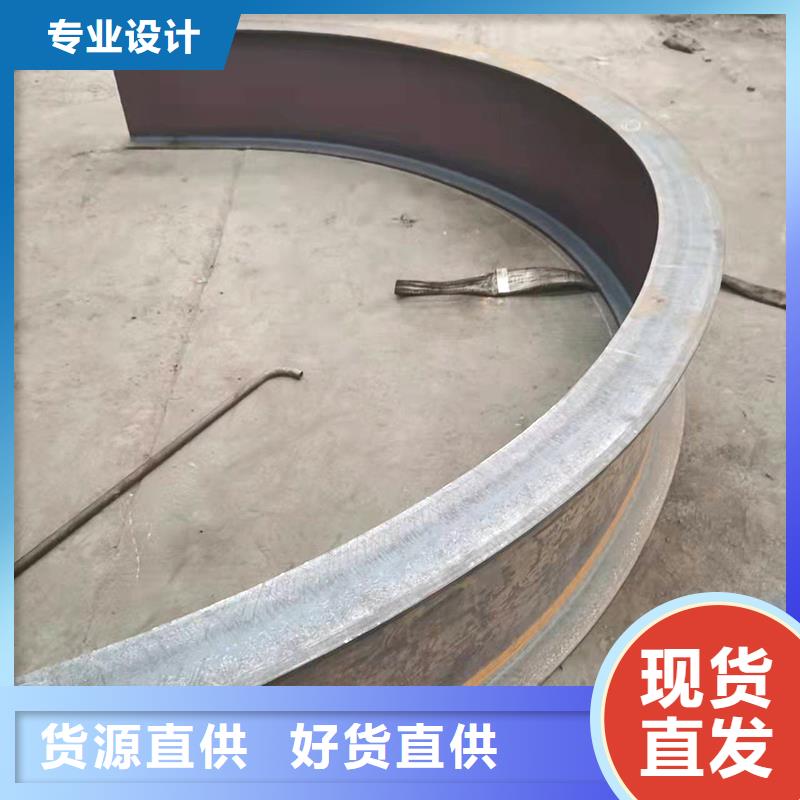
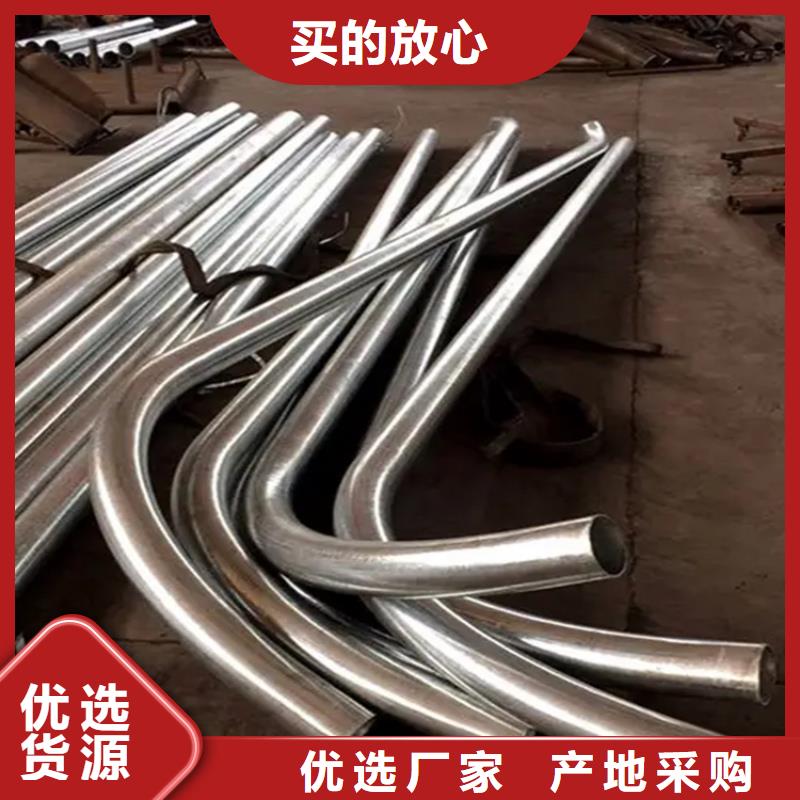
管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



航萧管件有限公司以服务广大 甘肃平凉中频弯管客户为宗旨,面对日渐残酷的竞争市场与逐步完善的 甘肃平凉中频弯管市场机制,对我公司内部各方面进行了调整,优化了公司各部门之间的协同作战及协调能力。采取灵活多变的措施,努力做到适应市场的变化节奏,减少中间环节,提高劳动效率,给客户以真诚、的回报,以答谢新老客户的厚爱。


弯管机芯棒的作用以及使用说明 当小型弯管机芯棒远离切点而处于靠后的位置,将不能在弯的外侧充沛拉伸资料,因而芯棒的位置回惹起很大的回弹,有可能使完整角度变小也有可能增大半径,若是半径变大,可向切点推进。调整芯棒的设置。要是管材不断断裂,则阐明资料真实太硬,太硬的资料是不能充沛拉伸的,可运用才完整退火的管材来处理问题。 所谓回弹控制是指弯管加工成型后再变回原形的大小的可能性,回弹会依据弯管的弯曲半径减少或增加弯曲度数,普通若是弯曲度数越小回弹也就越小。回弹受压模位置和压力的影响才有不一样的半径。 小型弯管机管材会有扭曲或有皱折的弯,呈现这个的缘由可能是资料过硬,因此不能在弯曲时收缩内径,呈现这种现象,可插入芯棒来处理。



全自动弯管机应用防皱模有哪些关键点? 在全自动弯管机运用的是直径很大的水管、而弯曲半径较为小、厚壁又薄的时候,应运用防皱模与球芯棒。 水管弯折的情况下,其轴线里侧的原材料被缩小,当弯折至指定的视角,因为原材料缩小力大,会让原材料被推回来,并超出切点,假如这个地方的壁厚没有被弯模支撑,便会产生皱褶。就算后面在芯轴与弯模铺平,皱褶还是会存在,且在弯折完后,管上面也会出现一个大的皱褶。 应用防皱模,能够这个地方的支撑力度,让壁厚在缩小后匀称变厚,几乎不会皱褶。但因为调节不善,在已成皱褶后,防皱模还是不能够去掉褶皱。 防皱模的外形十分关键。水管拖动经过的槽应该稍微比管的直径大一点,可以是壁厚的10%,还要打磨光滑,以防止出现刮伤。 防皱模的前边应该特别薄,拉至弯模的切点处,用弯模来支撑,并多方面加固,营造一个封闭腔,好降低弯折时的摩擦阻力,防皱模在安装的时候,应略微一个不大的锥度。压膜的工作压力应调节得适度。安装与调节防皱模的时候,尽可能应用“调节芯棒”,在夹模夹紧的状况下来做。 在弯折的过程中,防皱模应该涂上适当的一层油,不过太多或是太稠的油还是会在这个地方出现皱褶,所以就要把握好这个量。 那以上就是全自动弯管机在应用防皱模的几个关键点了,大家可以了解一下!



相关信息: 弯管机大致可以分为数控弯管机,液压弯管机等等。弯管机的用途:液压弯管机主要用于电力施工,公铁路建设,锅炉、桥梁、船舶、家俱,装潢等方面的管道铺设及修造,具有功能多、结构合理、操作简单、移动方便、安装快速等优点。本机器除了具备弯管功能外,还能将油缸作为液压千斤顶使用,相对于数控弯管设备而言具有价格便宜,使用方便的特点,在国内弯管机市场占据主导产品位置。数控弯管机,可对管材在冷态下进行一个弯曲半径(单模)或两个弯曲半径(双模)的缠绕式弯曲,广泛使用于汽车、空调等行业的各种管件和线材的弯曲。弯管机主要用于管子的塑性成型。 弯管的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等材质。
