



想要知道规格齐全的喷塑不锈钢护栏立柱公司产品如何?看视频就知道!看视频,选产品更明智!
以下是:规格齐全的喷塑不锈钢护栏立柱公司的图文介绍


不锈钢复合管防撞护栏在金属管护栏中具优势<br /> 然后对于加工的半成品和加工好的成品都应该要有保护工作,与附近一起施工的单位要有经常性的联系,保证在加工 </p> <p> 或者是安装的过程中,不要因为交叉性的施工造成了栏杆被损坏或者是划伤。在现在的工程项目中我们一般都会看到 </p> <p> 很多施工单位都在施工,如果没有一个沟通和交流的话,人家不一定会会比你的产品,所以造成了损伤谁都不知道是 </p> <p> 怎么回事。另外就是我们在质检人员方面也应该要多与人员联系和配合,保证到半成品和成品的使用中不会出现 </p> <p> 划伤的问题。 </p> <p> </p>



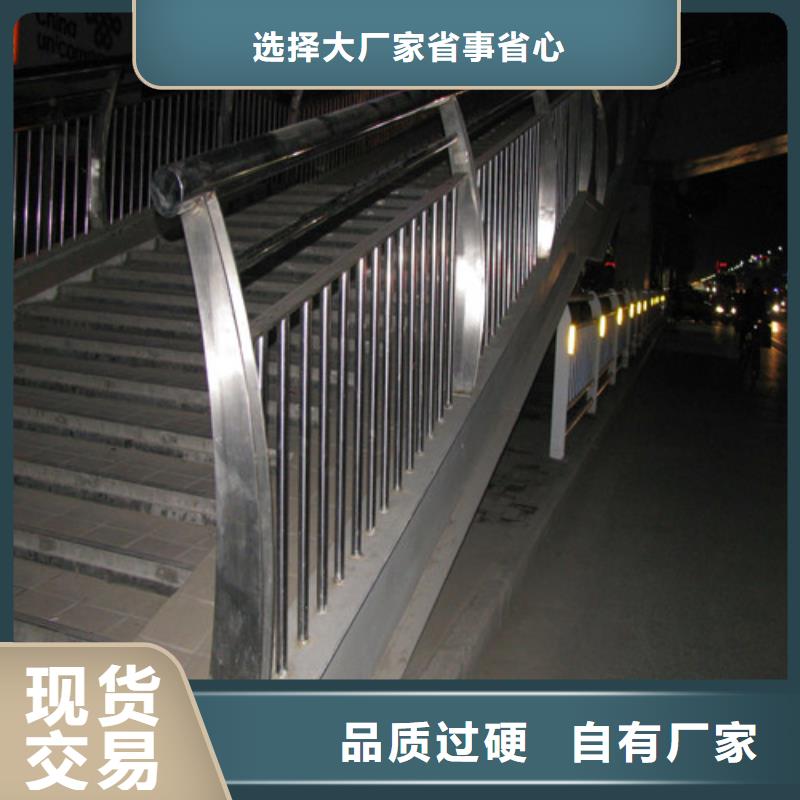
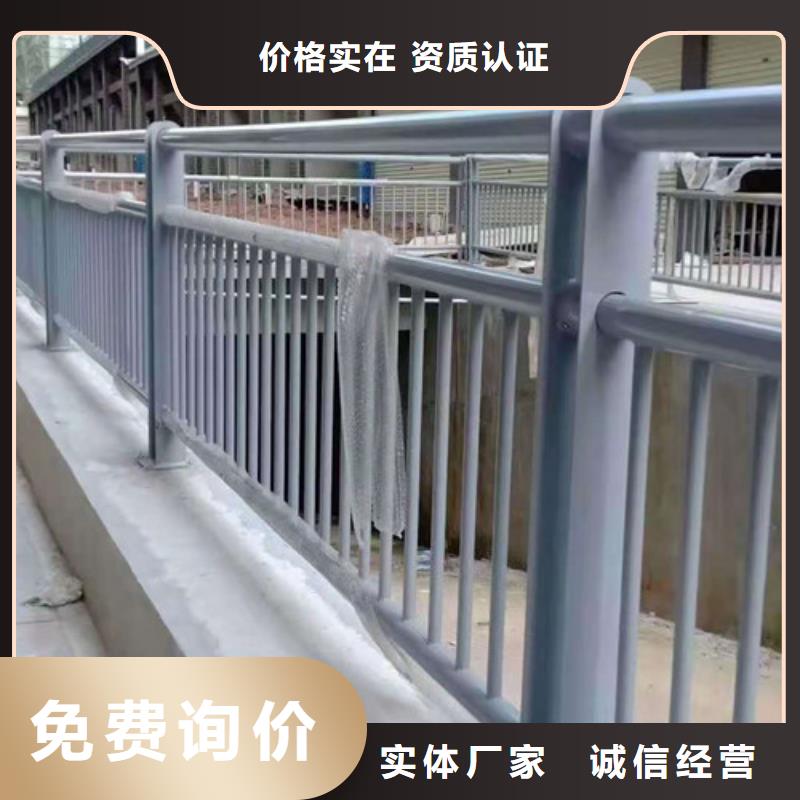
关于一些相关的企业而言,在中止这种护栏的运用和施工的时分,一定要首先关于护栏的报价有所了解,从而能够很好的去中止选择,在选择到了的护栏之后,才干够使得这样的护栏去中止施工,从而能够完成了进一步的安装。在整个不锈钢护栏的市场上面,也有很大的区别,所以在用户置办这种产品的时分,也需求有全方面的留意,那么这种产品都是会有什么样的的区别呢。 不锈钢复合管作为一种新兴的材料,很多人对它的焊接工艺不是很了解,下面小编就来向大家做一下引见。焊接温度停留时间不宜过长由于不锈钢复合管本身的导热系数就比较小,所以在中止焊接时高温停留在表面的时间不应该过于长,因此在中止焊接复合层时,应该选择那种热输入量小的焊接。 另据统计,本期主要市场不锈钢复合管库存量为4987万吨,16万吨;线材库存为1167万吨,08万吨。钢材五大品种库存总量来看,本期综合库存总量为2519万吨,周环比26万吨,降幅为0.81%。随着天气转冷、长沙需求的削弱,估量库存数据将在近期迎来拐点,冬储的压力会逐步表往常库存数据上。 不锈钢碳素钢复合管产品的表面以及内部普通都比较光滑。这样我们就完好不用担忧水体的流速问题。假定我们曾经运用水管,那么我们必然就知道,在水管的铺设中我们需求与家电或者其他类型的管道相衔接,那么产品的衔接难易程度也是我们需求思索的一个问题。 不锈钢复合管护栏厂家报价适用性:优质的不锈钢表面经过特性的工艺处置,使产品具有良好的抗腐蚀性,清洁便当、无需。不锈钢复合管护栏厂家报价美观性:流线型的外观,多种颜色,装饰性强,能调和周围的景观,融入现代都市。



这是商家一鸣路桥工程有限公司发布的 辽宁盘锦道路隔离护栏产品,一下是 辽宁盘锦道路隔离护栏高清大图和产品介绍,产品真是有效,价格实惠,量大从优。


不锈钢复合管防撞护栏的表面质量; 不锈钢复合管护栏兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。 平顶山不 锈钢复合管护栏的表面质量p;1、复合管基材应包覆紧密、匀称。;2、复合管的外表面应清洁,不得有裂纹、折叠、分层、划伤、氧化皮和明显的焊道缺陷;3、复合管表面粗糙度 A、圆管外径小于等于63.5毫米时,其表面粗糙度不低于400号。B、圆管外径大于63.5 </p> <p> 毫米时,其表面粗糙度不低于320号。C、方形管和矩形管的表面粗糙度不低于320号;不锈钢复合管护栏的工艺性能有;1、弯曲试验 弯曲角度为90度,弯心半径为复合管外径的3-5倍,复合管试样弯曲处内侧面不得有皱褶;2、扩口试验 顶心锥度为60度,将复合管试样的外径扩至管径的6%时,不得有裂纹和裂口;3、压扁试验 将复合管试样的外径压扁至管径的1/3时,试样不得有裂纹和裂口。



不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。

