


对于桥梁质栏杆制作公司产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
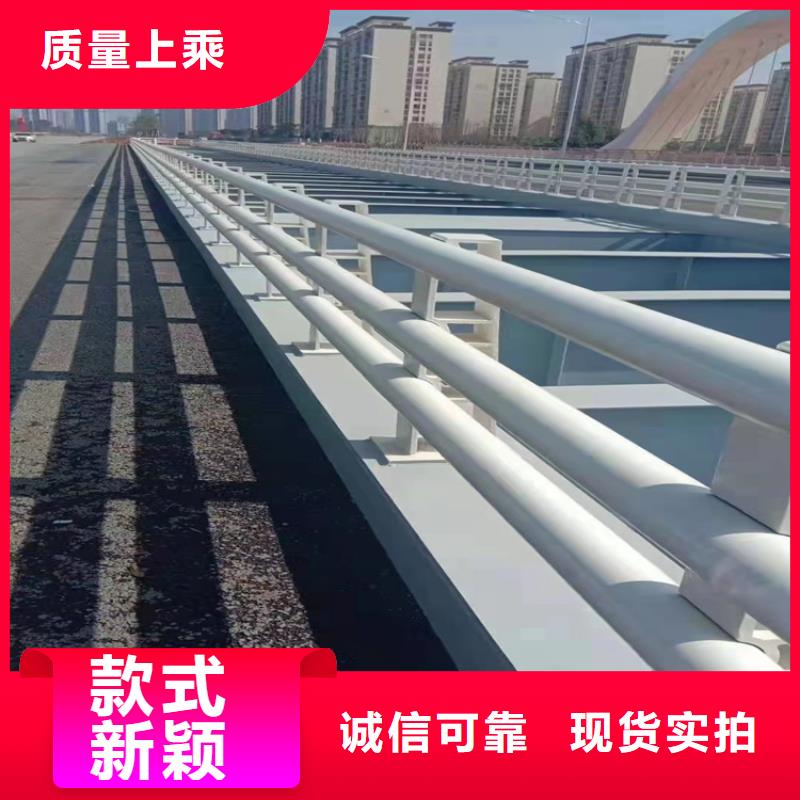
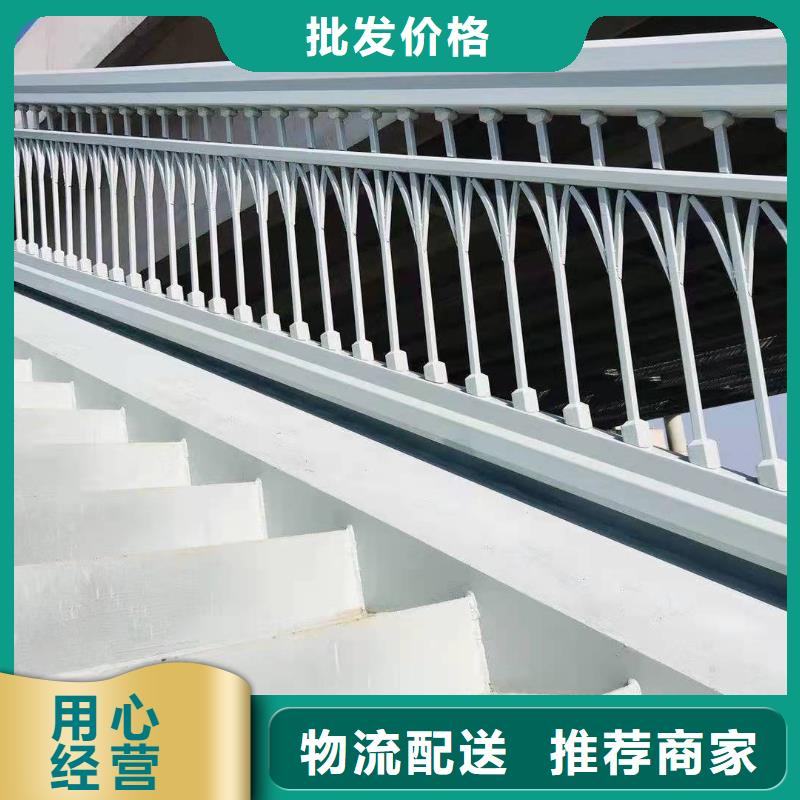
以下是:桥梁质栏杆制作公司的图文介绍
淡季大面积检修,压产操作未现,由于产能居高不下,终端需求萎缩明显,近期钢价跌势略有加速之意,其中河北地区表现较为明显,大小厂资源均已跌破前期低点,但下游依旧观望不前,整体桥梁护栏价格成交疲软,商家看空后市,求量不惜让利。原料走高,涂镀成本支撑不足。年末原料市场仿佛开启非正常上涨模式,而昨日钢坯更是跌至5800元/吨,眼前看来,涨势仍不见底,并且价格不断刷新人们的心理底线,而上游热卷料价格涨式偏高。桥梁护栏价格尚有利润空间但利润空间越来越少,而涂镀产品利润空间却被压缩,加之需求不旺,倒挂资源不在少数,如今原料大幅上涨,成本支撑乏力,价格下跌更是无望。



不锈钢复合管护栏是不锈钢产品中重要的一种桥梁护栏类型,它是不锈钢的,是比较耐用的一种护栏。不锈钢复合管护栏在桥梁,市政以及景观中都是在进行使用的,可以说是发挥着巨大的作用。为了保证不锈钢复合管护栏的质量,要进行不断地检测的,其中检测的标准是如下的: 1. 外观是不锈钢复合管护栏检测的首要项目 。不锈钢复合管护栏的表面质量检测要求指标为:1.1 冷热扎钢带和卷切钢板大致归结为不准许存在有影响使用的缺陷,如果经酸洗后的钢板和钢带表面,不准许有氧化皮和过酸洗。1.2 允许对钢板表面局部缺陷进行修磨清理,但应保证钢板的小厚度。由于钢带一般没有除掉缺陷的机会,允许带有少量不正常的部分。1.3 对不经抛光的钢带, 表面允许有个别深度小于厚度公差之半的轻麻点,擦划伤,压痕,凹坑,锟印和色差。钢带边缘应该平整 1.4 切边钢带边缘不准许有深度大于宽度公差之半的切割不齐和大于钢带厚度公差的毛刺,不切边钢带不准许有大于宽带公差的裂边。 2.其次不锈钢复合管护栏的耐腐蚀性,抗氧化性也是不锈钢复合管护栏检测的重点项目。 2.1 不锈钢复合管护栏的点蚀当量指数应为PREN=Cr%+3.3Mo%+16N%,其中主要测Ni 和 Cr 的含量指标。2.2 不锈钢复合管护栏 年腐蚀速率应该不超过0.5mm。(这里有一份有意思的研究报告,根据宝山钢铁研究院的耐热不锈钢复合管护栏的抗氧化研究显示.



鑫桥达护栏有限公司生产的 宁夏河道栏杆性价比高,厂家直销,售后服务好,如果对我方 宁夏河道栏杆产品有任何疑问或需要更更多的资料,请尽管来电告知.我们乐意随时提供服务。


脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号hocr2nn(即304焊丝),焊接电流点焊时可稍大40~50a,连焊时控制20~40a,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50a时,氩气流量为8~0l/min,当电流为50~250a时,氩气流量为2~5l/min。采用带有高频钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85角,填充焊丝与工件表面夹角应尽可能地小,一般为0左右。采用低电压小电流(20a~30a),氩气调节到0.5mpa左右,对复合管联接处进行填焊,对需要透焊的复合管,采用两次焊接方式,先将内层碳素钢管焊好,再将表层不锈钢层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。对焊处两端磨坡口如管材焊不透,则电流偏小,可适当调大。其余如╗型或╦型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层不锈钢壁厚在0.3~0.6㎜左右,应注意不要过份打磨,否则很容易将不锈钢表层磨破露出钢管,这样就需要修补,加大了工作量.可在施工前先切一小段试焊,熟悉一下,一般能焊纯不锈钢薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。由于多个省市公布2021年全年粗钢产量不超过去年,下半年人行道栏杆现货需求减少预期打压市场情绪,叠加国内人行道桥梁护栏栏杆港口库存处在较高水平,矿价持续下滑。后市随着钢厂限产增多,人行道栏杆供需环境将显宽松,矿价中线仍将趋弱。



