




【新品发布,视频先行!】钢筋笼绕筋机工厂直销产品,等你来探!
以下是:钢筋笼绕筋机工厂直销的图文介绍

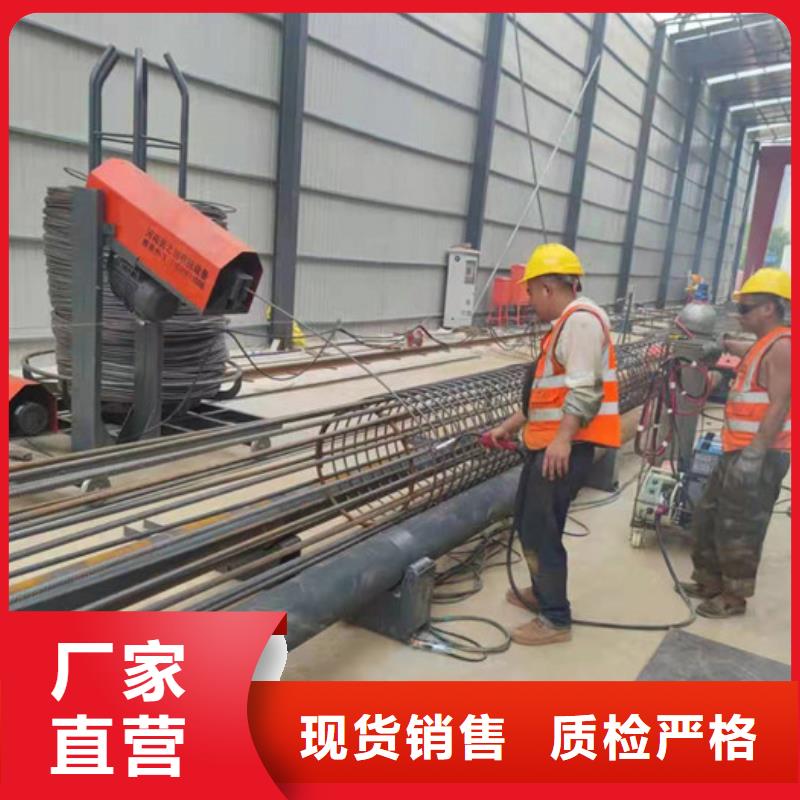
箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机


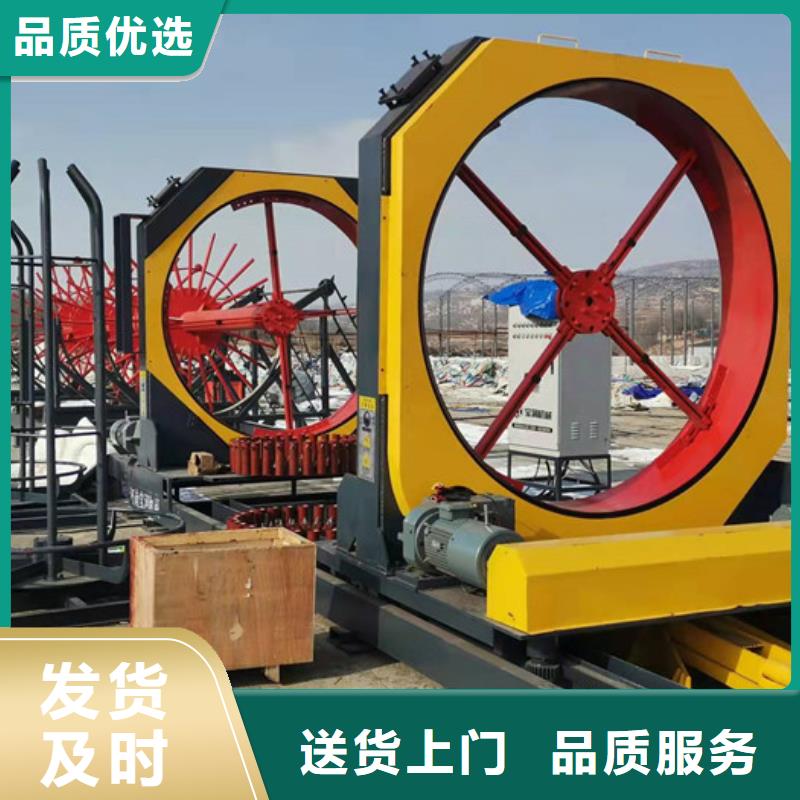
钢筋笼绕筋机 加工速度快:正常情况下3人一班,可分班作业,20米钢筋笼成型耗时90分钟左右,工作效率非常高。1.2?加工质量稳定可靠:由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品质量完全达到规范要求。1.3?箍筋不需搭接,较之手工作业节省材料1%,降低了施工成本。二、工作基本原理该工法集主筋定位、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体,数控操作。钢筋笼的主筋通过人工穿过固定旋转盘相应模板园孔至移动旋转盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定旋转盘及移动旋转盘转动把绕筋缠绕在主筋上(移动盘是一边旋转一边后移),同时进行焊接,从而形成产品钢筋笼



那曲宝润机械有限公司有一支技能有素、实践经验丰富的科技攻关团队,为能制造出性能优良、质量可靠的 小导管冲孔机产品奠定了坚实的基础。企业在充分利用自身技术研发能力的同时,还与国内多家重点大学联合研发创新技术,科技前沿产品。公司拥有产品技术、高端的生产及检测设备,为保证产品质量, 小导管冲孔机关键原材料均从国外进口,并且制造产品的所有原材料都处于计算机的连续监控之下。


钻孔桩所使用的柱状钢筋笼由主筋和箍筋焊接或绑扎而成,钢筋直径比较大,目前国内钻孔灌注桩钢筋笼成型工艺多采用长线放样、人工成型的施工工艺,该施工工艺机械化率低,成型质量不稳定,耗用大量人工,特别是青岛海湾大桥要求Φ25mm及以上二级钢筋接长采用机械方式,上海智钢机械RM CM 1100采用镦粗直螺纹连接,该连接工艺质量稳定、可控性较好,但对钢筋笼成型精度要求比较高,人工成型的钢筋笼对接比较困难。根据实际情况在全线率先采用钢筋笼滚焊机生产桩基钢筋笼,即桩基钢筋笼整体成型工艺,钢筋笼绕筋机



