



以下是168x10无缝钢管欢迎订购的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
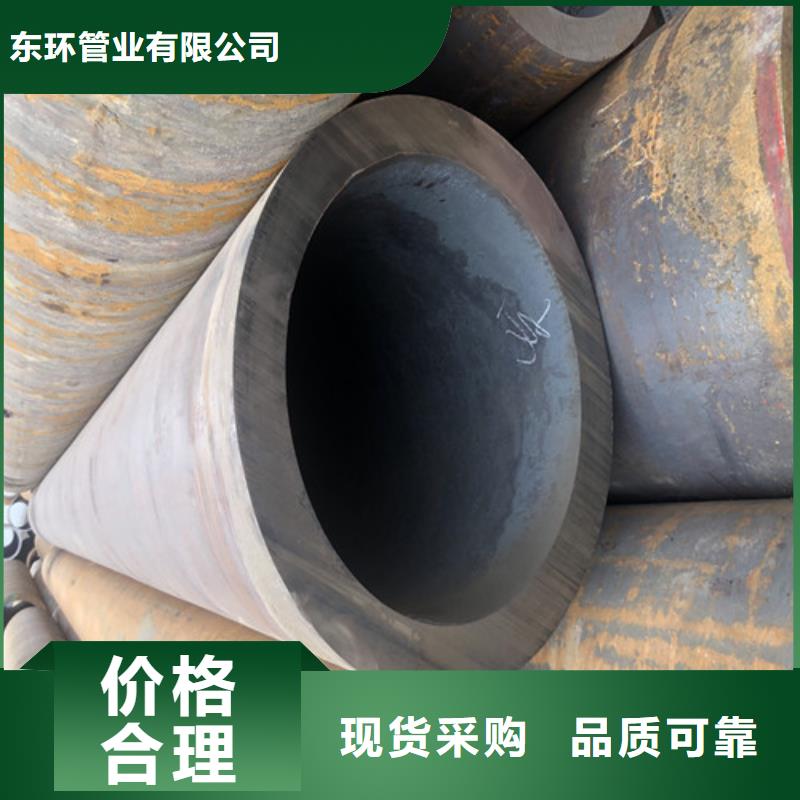
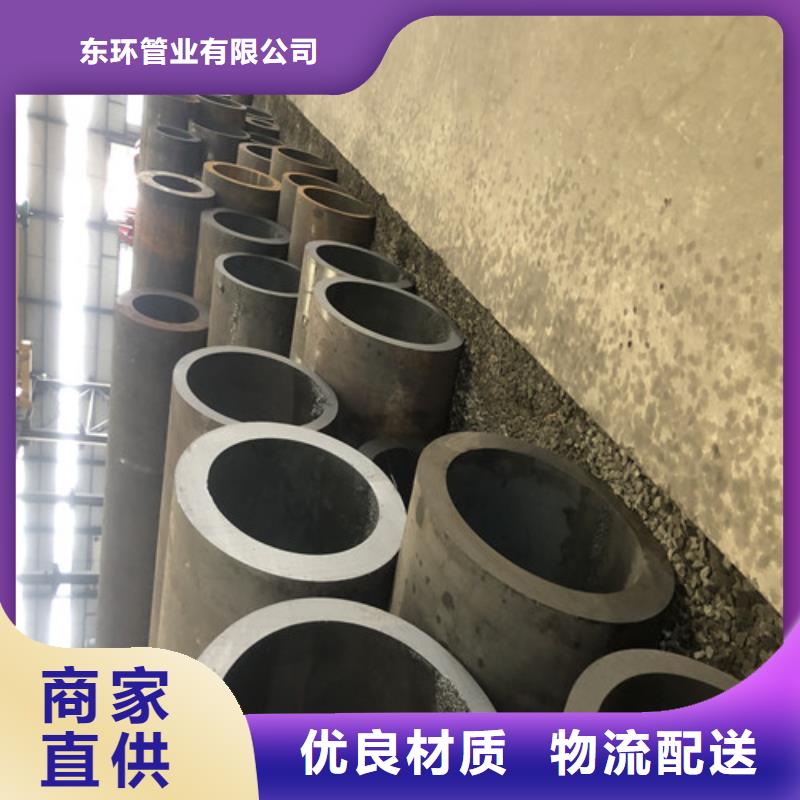
以下是:168x10无缝钢管欢迎订购的图文介绍

东环管业有限公司始终坚持“重品质,重信誉,合作共赢”的原则。不断完善创新 西藏那曲大口径厚壁无缝钢管,以科学的管理方式,高素质的职工队伍,先进的 西藏那曲大口径厚壁无缝钢管设备,完善的检测手段及周全的售后服务,赢得了广大用户的好评


无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。 无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。 无缝钢管屈服点的计算公式为: 式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。 无缝钢管断后伸长率(σ) 在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为: 式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。 无缝钢管断面收缩率(ψ) 在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。 式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。



厚壁无缝钢管的生产方法 大致分为斜轧法(孟内斯曼法)和挤压法。 斜轧法(孟内斯曼法)是先用斜轧辊将管坏穿孔,然后用轧机将其延伸。这种方法生产速度快,但对管坯的可加工性要求较高,主要适用于生产碳素钢和低合金钢管。 挤压法则是用穿孔机将管坯或钢锭穿孔,再用挤压机挤压成钢管,这种方法比斜轧法效率低,适用于生产高强度合金钢管。 斜轧法和挤压法都必须先将管坯或钢锭加热,生产的厚壁16mn无缝钢管称为热轧管。用热加工法生产的钢管有时候可根据需要再进行冷加工。冷加工有两种方法:一种是冷拔法,就是将16mn厚壁无缝钢管通过拔管模拉拔,使钢管逐渐变细、伸长;另一种方法是冷轧法,它是将孟内斯曼兄弟发明的热轧机应用于冷加工中的方法。16mn厚壁无缝钢管的冷加工,可以提高钢管的尺寸精度和加工光洁度,改善材质的机械性能等。


在以往的无缝管线管标准中,如API 5L(美国石油协会标准)制定的无缝管线管的 强度为X80(屈服强度下限为555MPa),几乎没有强度更高的无缝管线管的实用例子。一般说来,随着强度的提高,会担心母材及圆周焊接部的韧性会下降。因此,为使母材同时达到高强度、高韧性和具有良好的圆周焊接性,必须开发新的钢管材质。另外,顶张力立管起着将井口和海上平台直接连接起来,保护生产流体流通管子的作用,因此要求其必须具有抵御海浪和海潮冲击的抗疲劳特性。为解决上述问题,新日铁开发了管线管和上升管用X90-X100高强度无缝钢管。 新日铁开发的的高强度可焊接的X90-X100无缝管线管通过合金设计既确保了母材强度,又确保了韧性,同时通过降低C含量改善了焊接部韧性,因此满足了包括圆周焊接性在内的性能要求。 钢管的外径和壁厚分别为323.9mm和20.0mm。为评价圆周焊接部的特性,对整个焊接金属部进行了拉伸试验、维氏硬度试验、CVN试验和CTOD试验。试验表明,在HAZ中看成不到明显的硬化。
