
我们为您准备了定制304不锈钢卫生级管的生产厂家产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:定制304不锈钢卫生级管的生产厂家的图文介绍
南阳福伟达管业有限公司秉承质量为首,诚信的经营宗旨和以技术为先导、创新、专业、差异的经营理念,坚持精益求精,不断创新,品质取胜,顾客满意的质量方针,坚持高起点、高质量、高技术的经营思路,不断加大 316l不锈钢管科技开发力度,已经成为 316l不锈钢管行业中的一颗璀璨的恒星,展望未来,本公司全体同仁们将始终秉承敬业、爱业的企业精神,锐意改革、不断创新与广大用户携手共进,缔造辉煌的明天


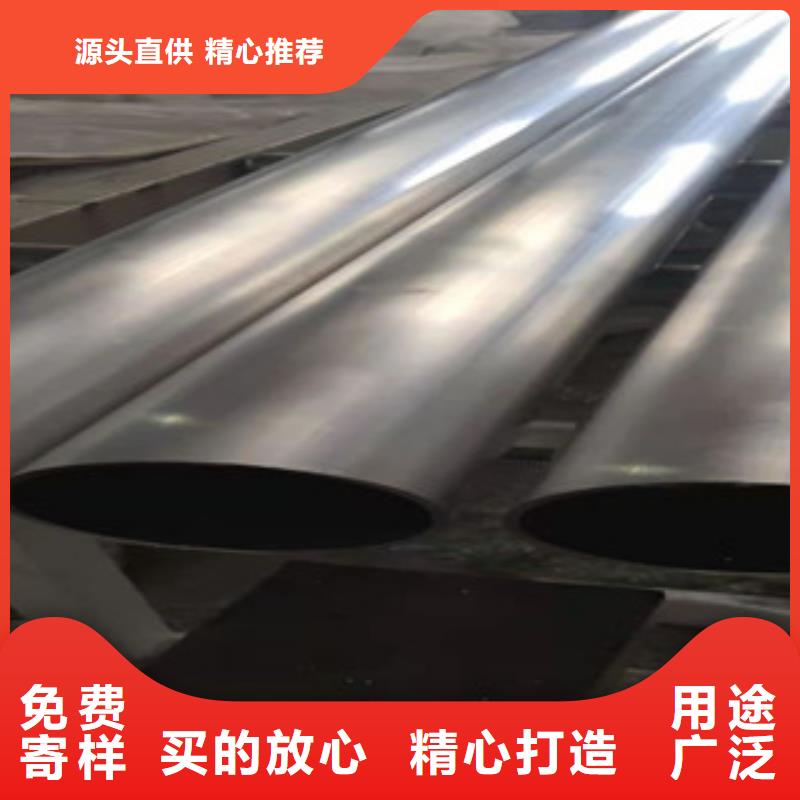
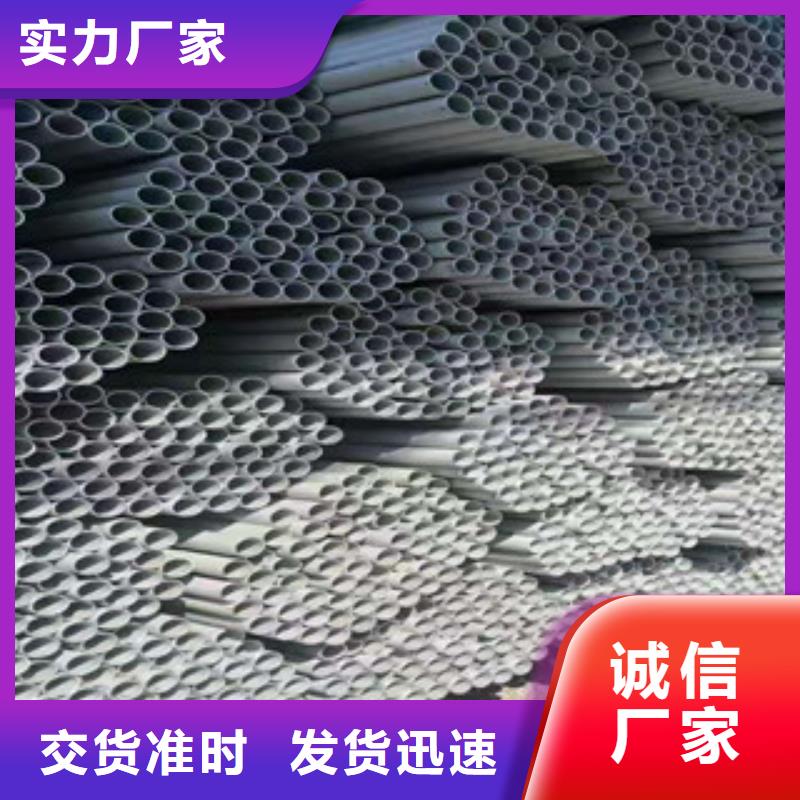
山东福伟达管业有限公司是一家集不锈钢材料批发与材料加工、仓储、配送为一体的大型不锈钢工贸型企业。 公司总投资1000万元人民币,年销售额在3亿元人民币以上,公司现与太钢、东特、、张浦、宏旺|、联众、浙江青山等诸多知名钢厂建立长期稳定的合作关系。 并经销瑞典、北美、南非、日本、韩国等进口不锈钢板。。公司设立316,304,201不锈钢管制管车间,裁切车间,零配件生产车间。 为不锈钢管工程材料供应提供一站式材料供应。公司提供工程图纸预算、材料配件标准化加工、为工程公司解决材料浪费、安装复杂造成的工期延误 、材料品质不同造成的验收问题。 公司产品涵盖310S、309S、316L、321、304L、TP304、347H、17-4PH、317L、2507、2205-904L等材质, 耐高温不锈钢系列,双相不锈钢系列, 超级不锈钢系列等材料。公司备有等离子切割机、卷料开平设备,激光切割机、8K镜面、磨砂拉丝、贴膜及镀钛等设备,可对不锈钢材料进行开平、分条、 剪板、油磨拉丝、整卷油膜拉丝,8K镜面、钛金等加工。另公司特色经营:中厚板整板零割,割圆,割方,割异型,铸造件,锻打件 ,产品厚度可达150MM,各种特殊材质及规格可代为向钢厂定做,按照客户要求定轧。






不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底清除干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。



不锈钢管的内外表层都有良好的钝化层,所以它的耐腐蚀能力很强。不锈钢管内外表面光洁度高,介质粘附很少有利于耐腐蚀。管内表面光洁度高液体介质滞留越少,有利于冲洗,特别在制药行业。接下来不锈钢管小编来给大家介绍一下。管内表面电解抛光(电化学抛光):电解抛光液是磷酸、硫酸、铬酐、明胶、重铬酸钾等。不锈钢管内表面在阳极上,抛光液在和内流动通以低电压大电流而进行电解抛光处理。这时管内表面同时进行着两个相互矛盾的过程,即金属表面钝化层(含稠性粘膜)生成与溶解。由于表面微观的凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解。不锈钢管由于表面微观凸起部分和凹进部分成膜进入钝化的条件是不同的,又由于阳极溶解,阳极区金属盐浓度不断增加,在表面形成一种高电阻的稠性粘膜。该膜在凹凸处厚度不同导致阳极表面电流密度大,放电溶解速度快,在短时间内达到削平突出的微观部分的目的,能达到很高的光洁度Ra≤0.2-0.4μm。并在这种作用下,管内表增加了铬含量,增加了金属表面钝化层的耐腐蚀能力。 如何掌握不锈钢管抛光的质量要与电解液配方、浓度、温度、通电时间、电流密度、电极状况、管表面处理程度等有关。技术掌握不好反而会破坏管表面光洁度,电解程度过大会出现更多更大的凹凸面,甚至条管报废,真正制作好质量需要一定技术,费用成本较高。 管内表面机械抛光:有旋转与直线抛光。这里以旋转机械抛光为例:机械抛光设备较为简单,动力与抛光盘、抛光设备较为简单,动力与抛光盘、抛光蜡。采用逐级细砂粒作的布盘与布盘在管内外表面上来回多次多道进行抛光处理,光洁度能达到Ra≤0.2-0.4μm。 不锈钢管机械抛光与电解抛光相比较具有设备简单、技术含量低容易掌握,费用成本也低,不会破坏管而造成报废,因此广泛地应用。
