


联系我们

硫酸衬胶管咨询
更新时间:2024-11-08 13:58:26 浏览次数:2 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |





纵横机械制造有限公司是一家专注从事 福建南平钢衬塑管道生产制造的企业,拥有良的生产设备,拥有高素质的职工队伍。公司主导产品为 福建南平钢衬塑管道。公司产品畅销国内20多个省市自治区。本公司一直以质量求生存,以诚信求发展,客户需求是我们不懈的追求! 本公司坚持"团结,求精,,务实"的工作原则,本着"以质量求生存,以信誉求发展"的经营理念。


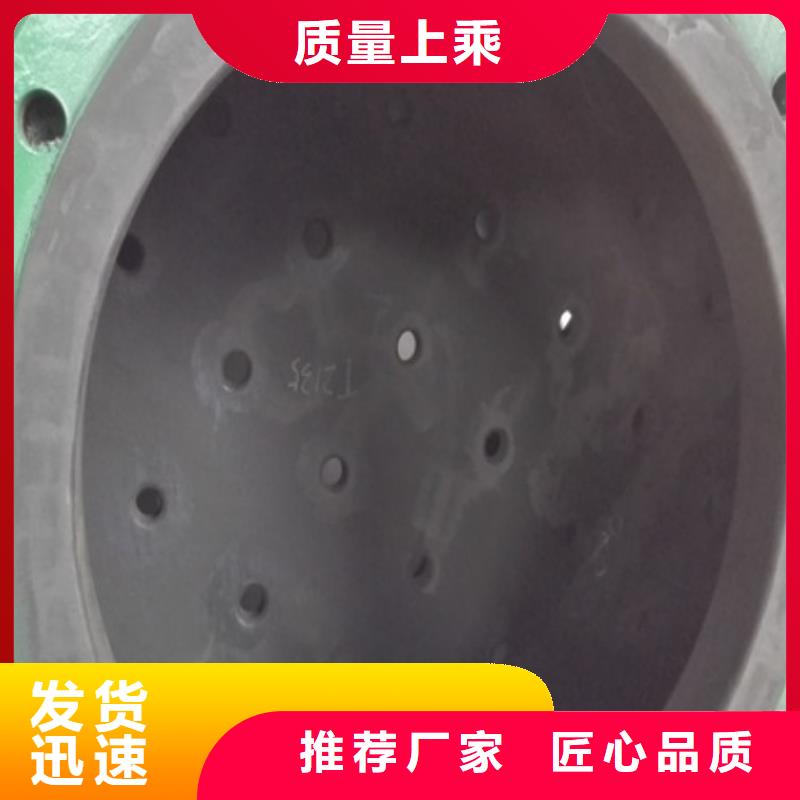
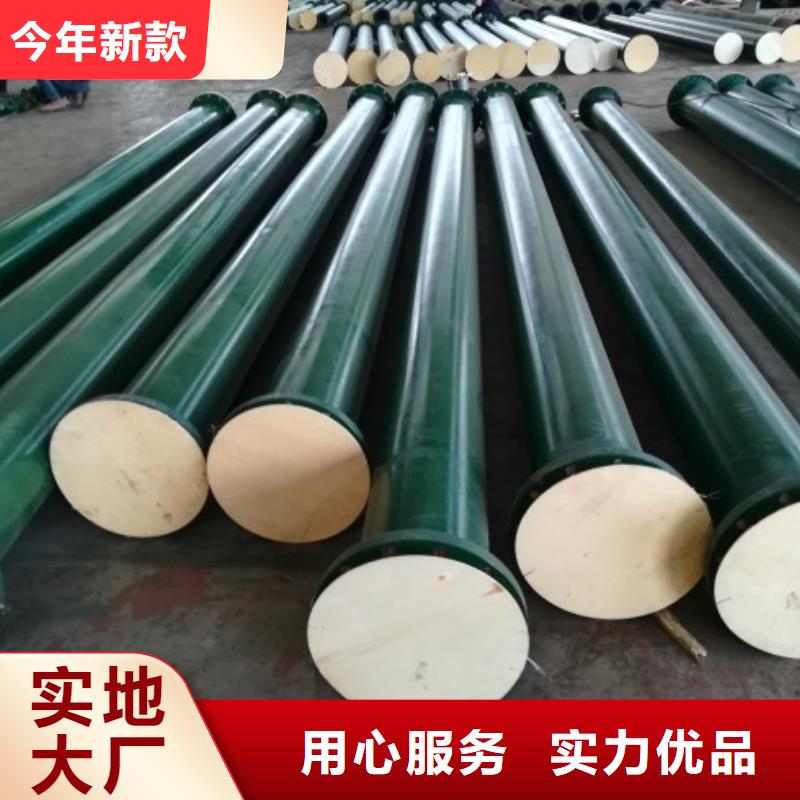
公司引进先进的管道冷粘工艺及橡胶板。将其冷粘技术及产品应用于橡胶与钢管之间的粘接,以普通的钢管作为钢架材料,以进口的耐纳特红色橡胶作为衬里层,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备,具有高强度、高耐磨、高防腐和耐高温等性能,钢管仅需一次投资,可将用过的旧钢管修复后衬胶继续使用,每衬一次胶相当于金属管寿命的4-5倍,欢迎来电咨询!
应用领域: 矿厂:皮带头尾轮衬胶、矿浆输送管道的衬胶、旋流器分配器及沉砂槽衬胶、浮选机槽体衬胶、磁选机筒体衬胶、沉淀池槽体衬胶、以及其它漏斗、料仓耐磨衬胶等。 洗煤厂:头尾轮衬胶、管路衬胶、槽体衬胶、筛子大梁衬胶等 水泥、化工厂:头尾轮衬胶、生熟料仓漏斗防堵耐磨衬胶、 配料车间漏斗衬胶以及其他反应罐衬胶等。 煤发电厂:原煤给料漏斗衬胶、头尾轮衬胶、输送管道衬胶、尾渣池衬胶等。
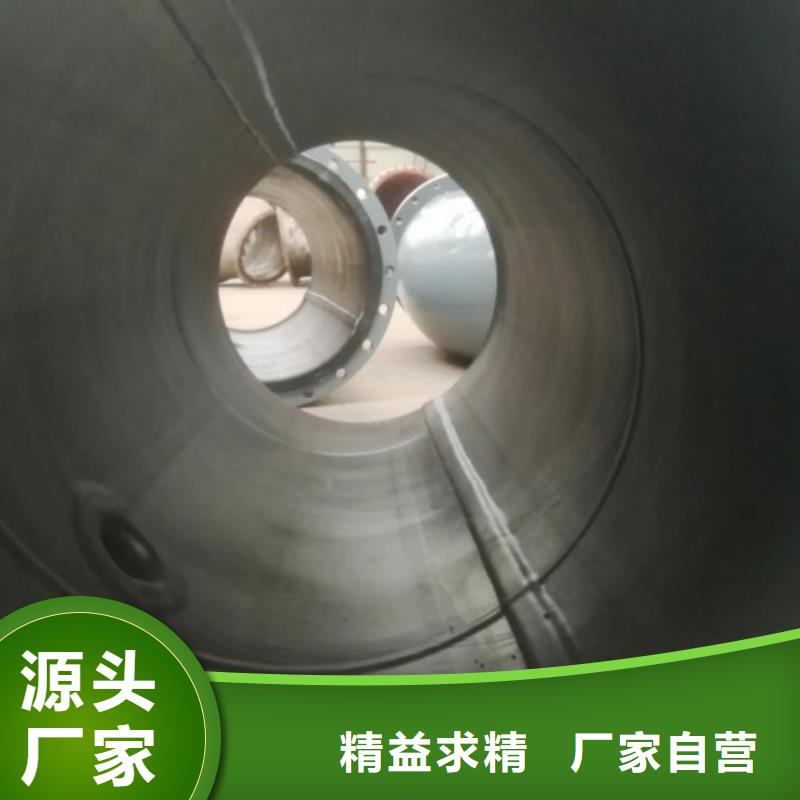
防腐衬里是为防止设备腐蚀的未硫化、预硫化或硫化的橡胶板或片。在金属或其它材料工作表面用衬里胶板形成一连续的隔离性的覆盖层的技术称为衬胶技术。衬里胶料可分为软质胶、硬质胶和半硬质胶,一般根据使用条件用NR,CR和SBR等制造。衬里的制造包括对金属基材表面处理、衬里胶板加工、裁剪、贴合和硫化等工序。衬里胶板作为化工防腐、防机械磨损材料广泛用作化工设备衬里和矿山、冶金用泥浆泵、浮选机、磨机、建材工业用水泥磨机等设备的衬里。对DN≥500的管子,管件先按单线图进行现场预制,预安装,采用法兰连接,法兰面之间需预留好衬胶层及垫片厚度约为7mm,现场试压合格后,拆卸进行现场加工衬里,预安装后的管道应在管壁上做记号。



现在许多电厂里输送石灰浆液的介质的一般都改造为了衬胶管道,下面我就简单给大家介绍一下衬胶管道的工作原理吧!在电厂衬胶管道运转时候,正常温度都在40°C-80°C之间,随着石灰浆液的流动,必须设计好衬胶管道的方向。像电厂衬胶管道一般所用的内衬橡胶板都是耐磨、耐腐蚀、耐酸碱的,这些特点证明了衬胶管道的优势。它正常使用5-10年没问题,厂家质保期是1年,在当中时间内出现了任何问题厂家都负责修补、或者重做。质量您放心!客户至上、质量 。
衬胶管道的硫化方法:小型设备内壁贴胶后可采用传统的硫化方法, 即把衬胶的设备送入硫化罐中, 再通入压力蒸汽进行硫化, 大型压力容器衬胶后,可直接通入蒸汽进行硫化, 即本体硫化。而大型非压力容器衬胶后的硫化方法, 现有以下四种:
( 1) 热水硫化法: 即在设备内壁粘贴未硫化胶片后, 注满水, 再通入蒸汽, 保持水沸腾, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。
( 2) 常压蒸汽硫化法: 即在设备内壁粘贴未硫化胶片后, 向设备内通入常压蒸汽, 天然橡胶硫化1~2 天, 丁基橡胶硫化5~7 天。以上两种硫化方法称热硫化法, 首先现场必须有蒸汽设备, 对于特大型容器需要每小时提供2 270kg 的蒸汽,衬胶管道标准, 如此之大的供汽量超出了许多工业设备的能力,衬胶管道长度, 衬里胶采用热硫化法, 其成本是相当高的。
( 3) 预硫化法: 即将已硫化的胶板粘贴到设备内壁上, 要求所有胶粘剂能使硫化胶板粘结牢固并能自然硫化, 放置15 天以上设备即可使用。此法的优点是硫化胶板储存运输方便, 但缺点是粘结力不高, 复杂结构的设备及拐角处不易粘贴牢固。
( 4) 自然硫化法: 即把未硫化胶板粘贴到设备内壁上, 在自然条件下放置7~30 天或1~3个月, 胶板及粘合剂均已自然硫化。此法的优点是施工粘贴胶板方便、容易、粘结力高于预硫化法, 勿须加热硫化, 成本低,是化工设备防腐衬里较有发展前途的方法。是世界各国研究的重点。
衬胶管道、衬胶管件在做完之后,蒸汽硫化这一步为关键,如果硫化不好,就会影响衬胶钢管及衬胶管件的质量问题,所以我们必须在这方面慎重。

