


以下是:梓潼无缝管切割厂家采购交朋友的产品参数选购梓潼无缝管切割厂家采购交朋友来四川省绵阳市找兴彪金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-15865799006,{QQ:1131081216},地址:[山东汇通国际金属物流园发货到四川省 绵阳市 涪城区、游仙区、三台县、盐亭县、安县、梓潼县、平武县、江油市]。 四川省,绵阳市 2022年,绵阳市实现地区生产总值(GDP)3626.94亿元,其中,产业增加值381.47亿元,第二产业增加值1514.33亿元,第三产业增加值1731.14亿元。三次产业结构为10.5:41.8:47.7。
想要更直观地了解梓潼无缝管切割厂家采购交朋友产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
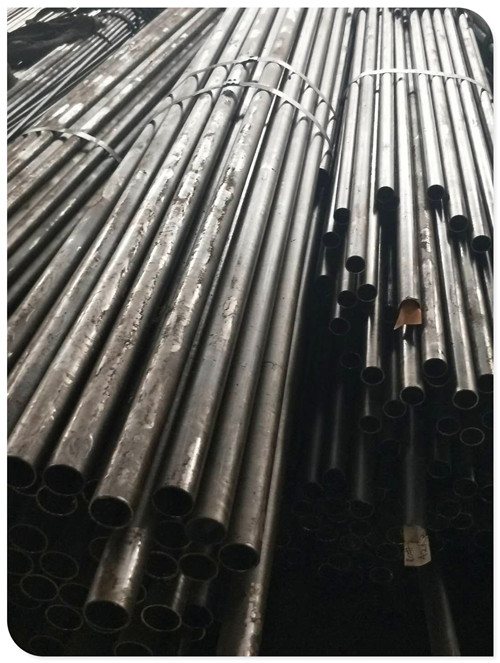
以下是:梓潼无缝管切割厂家采购交朋友的图文介绍四川绵阳兴彪金属材料有限公司坐落于中国的 锅炉管生产基地--四川绵阳,是一家专业生产、研发、销售 锅炉管厂家, 经过多年的不懈努力,四川绵阳兴彪金属材料有限公司凭着产品优良的品质,精致的制造工艺、规范的管理和完善的服务,赢得了广大客户的信赖和支持。
管路安装:安装前所有钢管可先酸洗处理,特别是与卡套式管接头连接的钢管应先酸洗,然后将卡套预先紧固在管端;
所有管接头应先用煤油清洗干净待装,里面的o型密封圈应暂时取出保管,待正式安装时再放上;
施工中要保持泵、分配器等设备的油口,管接头、管端等开口处清洁,不能让水、灰尘等异物进入;
管路应在自由状态下敷设,焊装后的管路不得施加过大的径向力强行固定和连接;
轴承座的油孔要事先检查,内部油路是否畅通,油口螺纹是否同接头相配。
管路清洗:为确保润滑系统的清净,并供给机械设备轴承以洁净的润滑脂,必须将预安装后的管路拆下清洗。清洗有煤油清洗和酸洗两种。
(一)煤油清洗对象及方法
对象。铜管、不锈钢管;
方法。1、预安装前已经过酸洗处理,且现在内壁无锈蚀、氧化铁皮的钢管;2、在预装时弄脏的管接头;3、将需要清洗的管子及接头拆下,管子用布(要不掉毛纱)沾煤油把管内擦净,两端及接头浸泡在煤油中清洗,然后管内涂机油或充填满润滑脂,两端密闭好待装;4、清洗后不得有目测可见的污染物(如铁屑、纤维状杂质、焊渣等),要特别注意焊接处的内壁焊渣必须彻底清洗干净。
(二)酸洗对象及方法
对象。预安装前未经酸洗的钢管;虽已经过酸洗,但现在锈蚀严重的钢管。
方法。1、采用脱脂剂,除去配管上粘附的油脂;2、用清水管材上的污物;3、在酸洗液中除去管壁上的锈斑、轧制铁屑等;4、用清水冲洗上述作业中产生的附着物,管内部用高压水冲洗;5、用碱液中和管材上残存的酸液;6、为了有效地进行干燥应将管材浸在热水里或进行蒸汽干燥,应使管材干透;7、对酸洗后的管材进行检查,是否清洗干净;8、酸洗后立即用塑料或塑料带封住管的开口部,以免异物、水份等侵入 。
本公司销售各种无缝钢管外径8mm~720mm,壁厚1mm~120mm,公司常年销售国内各大钢厂的产品,材质为10#、20#、35#、#45、27SiMn、16Mn(Q345B C D E),20G、12Cr1MoVG、12CrMo、T91、P91、T9、Cr5Mo(PS\STFA25)、10CrMo910(P22)、15CrMoG(P11 P12、STFA22)、WB36、12-42CrMo、20CrNIMo、25Cr2MoV、27SIMo、25-40CrMnMo、35Mo2VNb、34CrMo、20-40Cr、38CrMoAI、30-35CrMnSLA、09CrMo、09MnD、09CrMoAL、07Cr2ALMo、09CrCnSb、13CrMo44、320、360、410、A53、SA106B、D40、D58、D60、N80、CrB、X42、X46、X52、X56、L245、L290、L360、12Cr1MoWvTIB、J55、K55、L80、P110、1Cr18N19T1、0Cr18N19、304、321、316、3161、等。
内燃机缸体上安放活塞的空腔。是活塞运动的轨道,燃气在其中燃烧及膨胀,通过气缸壁还能散去一部分燃气传给的爆发余热,使发动机保持正常的工作温度。气缸的型式有整体式和单铸式。单铸式又分为干式和湿式两种。气缸和缸体铸成一个整体时称整体式气缸;气缸和缸体分别铸造时,单铸的气缸筒称为气缸套。气缸套与冷却水直接接触的称作湿式气缸套;不与冷却水直接接触的称作干式气缸套。为了保持气缸与活塞接触的严密性,减少活塞在其中运动的摩擦损失,气缸内壁应有较高的加工精度和的形状尺寸。
解决方案
1.汽缸变形较大或漏汽严重的结合面,采用研刮结合面的方法
如果上缸结合面变形在0.05mm范围内,以上缸结合面为基准面,在下缸结合面涂红丹或是压印蓝纸,根据痕迹研刮下缸。如果上缸的结合面变形量大,在上缸涂红丹,用大平尺研出痕迹,把上缸研平。或是采取机械加工的方法把上缸结合面找平,再以上缸为基准研刮下缸结合面。汽缸结合面的研刮一般有两种方法:
⑴是不紧结合面的螺栓,用千斤顶微微推动上缸前后移动,根据下缸结合面红丹的着色情况来研刮。这种方法适合结构刚性强的高压缸。
⑵是紧结合面的螺栓,根据塞尺的检查结合面的严密性,测出数值及压出的痕迹,修刮结合面,这种方法可以排除汽缸垂弧对间隙的影响。
2.采用适当的汽缸密封材料
因汽轮机汽缸密封剂还没有统一的 标准和行业标准,制作原料和配方也各不相同,产品质量参差不齐;在选择汽轮机汽缸密封剂时,就要选在行业内有口碑,产品质量有保证的正规生产厂家,以保证检修处理后汽缸的严密性。
3.局部补焊的方法
由于汽缸结合面被蒸汽冲刷或腐蚀出沟痕,选用适当的焊条把沟痕添平,用平板或平尺研出痕迹,研刮焊道和结合面在同一平面内。汽缸结合面变形较大或是漏汽严重时,在下缸的结合面补焊一条或两条10—20mm宽的密间隙封带,然后用平尺或是扣上缸测量,并涂红丹研刮,直到间隙。此操作的工艺也很简单,焊前预热汽缸至150℃,然后在室温下进行分段退焊或跳焊。选用奥氏体焊条,如A407、A412,焊后用石棉布覆盖保温缓冷。待冷却室温后进行打磨修刮。
4.汽缸结合面的涂镀或喷涂
当汽缸结合面大面积漏汽,间隙在0.50mm左右时,为了减少研刮的工作量,可用涂镀的工艺。用汽缸做阳极,涂具做阴极,在汽缸的结合面上反复涂刷电解溶液,涂层的厚度要根据汽缸结合面间隙的大小而定,涂层的种类要根据汽缸的材料和修刮的工艺而定。喷涂就是用专用的高温火焰喷枪把金属粉末加热至熔化或达到塑性状态后喷射于处理过的汽缸表面,形成一层具有所需性能的涂层方法。其特点就是设备简单,操作方便涂层牢固,喷涂后汽缸温度仅为70℃—80℃不会使汽缸产生变形,而且可获得耐热,耐磨,抗腐蚀的涂层。注意的是在涂渡和喷涂前都要对缸面进行打磨、除油、拉毛,在涂渡和喷涂后要对涂层进行研刮,保证结合面的严密。
5.结合面加垫的方法
如果结合面的局部间隙泄漏不是很大,可用80—100目的铜网经热处理使其硬度降低,然后剪成适当的形状,铺在结合面的漏汽处,再配以汽缸密封剂。如果结合面的间隙较大,泄漏严重,可在上下结合面开宽50mm深5mm的槽,中间镶嵌IGr18Ni9Ti的齿形垫,齿形垫的厚度一般比槽的深度大0.05—0.08mm左右,并可用同等形状的不锈钢垫片做以调整。
6.控制螺栓应力的方法
如果汽缸结合面的变形较小,而且很均匀,可在有间隙处更换新的螺栓,或是适当的加大螺栓的预紧力。按从中间向两边同时紧固,也就是从垂弧 处或是受力变形 的地方紧固螺栓。理论上来说,控制螺栓的预紧力可用公式d/L≤A来计算,但由于此计算的数据与测量的手段还在研究当中,没有达到推广,多在螺栓的允许的 应力内根据经验而定。
7.新时期采用的高分子材料方法
随着技术的进一步发展,高分子复合材料逐渐在气缸维护中取得了成功的应用。相对于传统手段相比,高分子复合材料具有较为优异的耐温性能,良好的耐压性能,以及更为出色的密封性能,且具有良好的塑变性,受热不会固化,密封膜不会被破坏,从而保证了机件密封面的密封;加之易于,使用过的密封面可以用无水乙醇或丙酮轻易的擦去,而不会附着于密封面;由于其优异的性能,逐渐受到越来越多气缸企业的青睐。
今年在四川省绵阳市购买梓潼无缝管切割厂家采购交朋友有了新选择,兴彪金属材料有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的梓潼无缝管切割厂家采购交朋友产品。如需购买或咨询,请随时联系我们,联系人:李经理-15865799006,QQ:1131081216,地址:山东汇通国际金属物流园。








