

简约而不简单,我们的临高县不锈钢管321管材规格型号产品视频将用直观的方式展示产品的核心价值。
以下是:临高县不锈钢管321管材规格型号的图文介绍

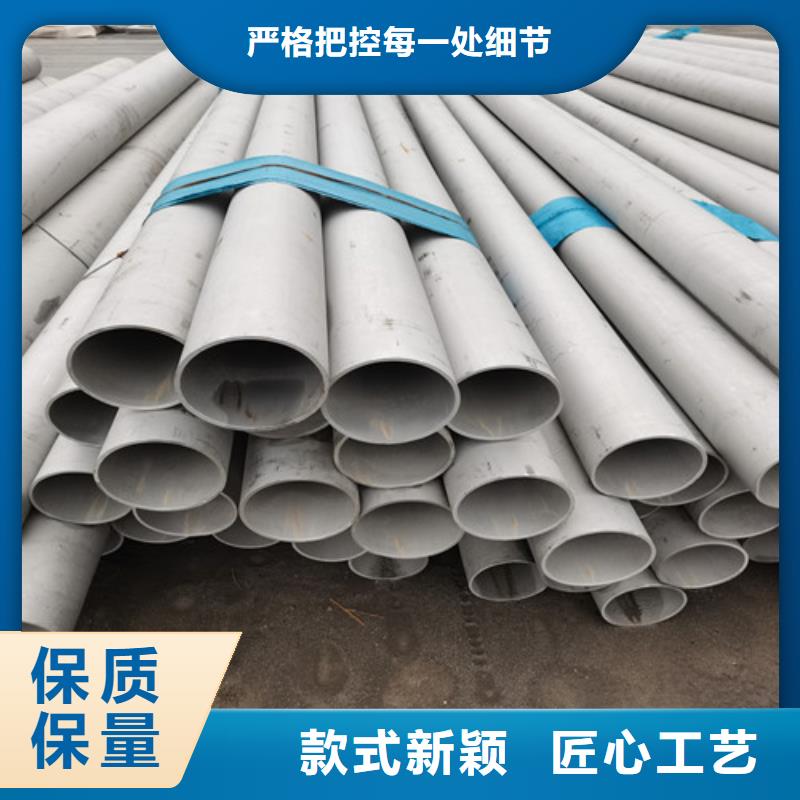
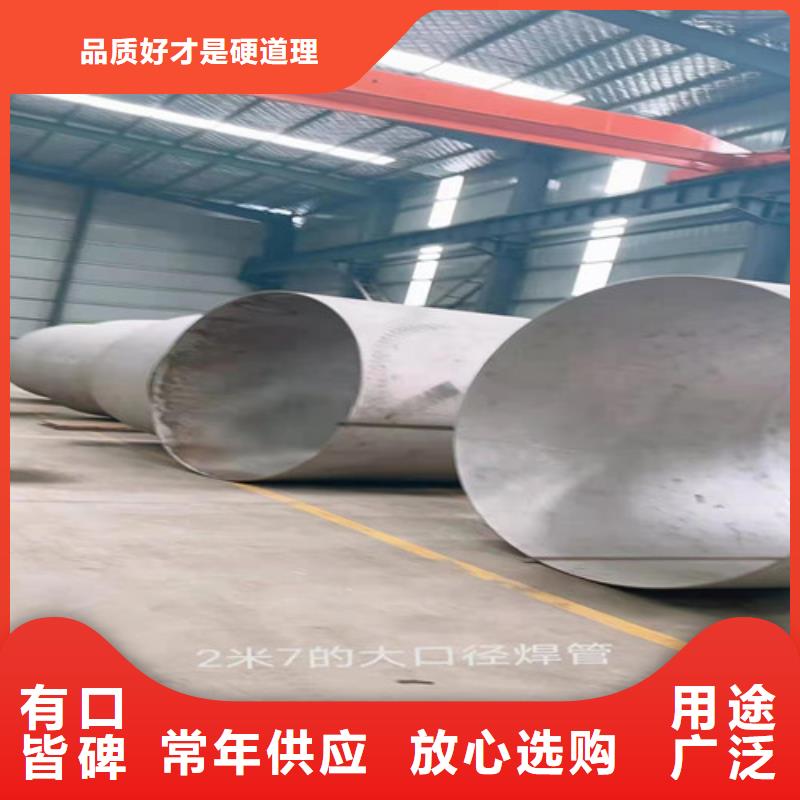
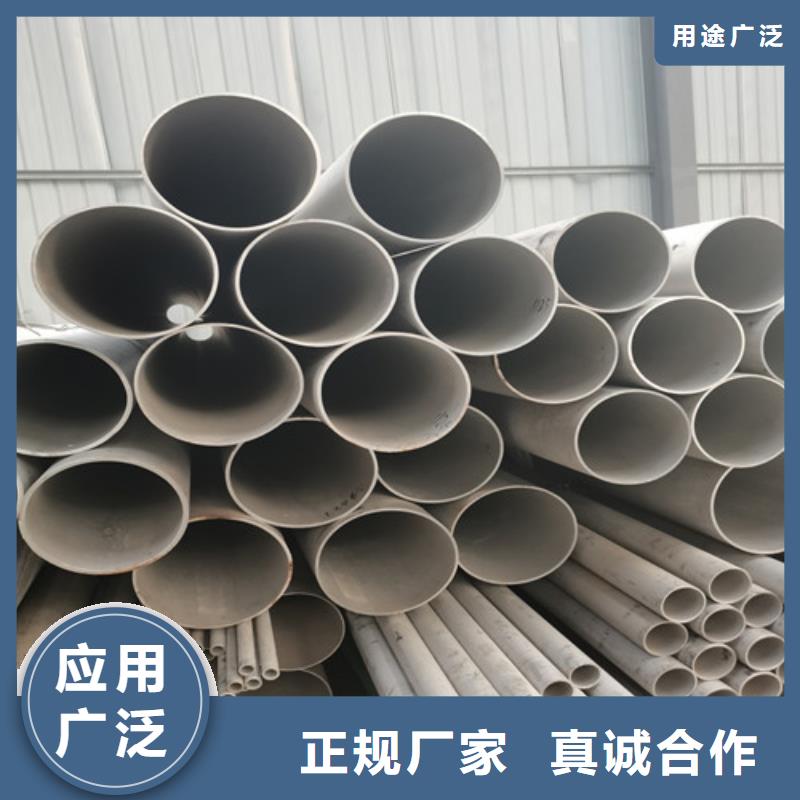
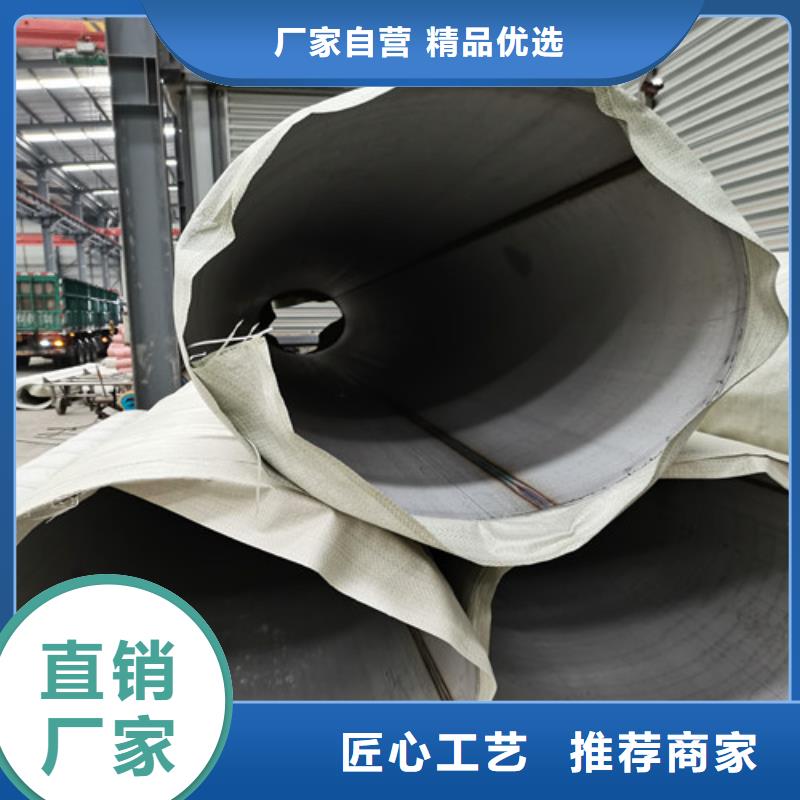
福伟达管业有限公司是一家集生产、销售为一体的综合型企业,旗下生产销售 广东临高县316l不锈钢管系列产品;公司自成立以来,质量上乘的产品,实实在在的价格,周到细致的服务,受到客户的认可。以“信誉求发展”以“质量求生存”,是公司一贯的经营理念。公司将循序渐进,继往开来,为广大新老客户呈现优良的 广东临高县316l不锈钢管产品。


今期货低开低走,不锈钢管厂家表现弱势。因北京APEC会议召开,北京周边以及山东本地均受影响,部分下游小厂以及工地检修停工,需求萎缩,商家心态低迷,价格受挫下调。月初市场气氛清淡,低价资源成交尚可。宏观方面,据统计,前三季度全国粗钢产量6.18亿吨,同比增长2.3%,增速同比减缓5.7个百分点;钢材产量8.3853亿吨,增长5%,减缓6.7个百分点,固定资产投资增速下滑和房地产行业疲软,导致钢材需求减弱。综合来看,预计短期内市场或小幅下行为主。生产带钢的主导钢厂产量依旧,而北方一些下游钢厂停产,需求进一步萎缩,库存得不到释放,故下调出货。而北方集港较慢,货运又需一段时间,所以本地库存已好久未添加新货,在需求未打开的情况下,低库存尚能支撑,考虑月初资金压力暂缓,商家跌价走货意愿将有所走弱,故预计本地带钢价格维稳运行。今本地市场小幅走低,其中本钢、凤鸣小幅下行10-40左右,现1.0本钢4350元/吨,市场延续弱势,整体成交相对萎靡,天气转冷,下游工程开工率有所减少,而需求疲软局面就越发明显。当前市场观望情绪浓,加上北方钢厂检修影响,短期来看,预计当地价格暂稳为主。 近期山东地区的管坯价格比较稳定,再加上很多大厂对于不锈钢管厂家的调价还没有出台,因此本地的价格变化不大。据贸易商反馈,目前库存多处于低位水平,每日几无进货。他们表示今年不会随意冬储备货。一方面是因为担心明年行情还是如此;另外一方面是因为手中资金有限,今年亏本太多;多数已经有想转行的准备。而且楼市也不景气,整体需求恐怕难有恢复。预计短期市价或将小幅下滑。因此厂内库存相应增加。而经过半个月的涨价行情,目前商家的到货成本相对较高。外围市场:今国内市场价格涨跌互现,本地商家受此影响,观望心态浓厚,短期内市价相对坚挺,料明市价续稳。“北材南下”尚未启动,核心因素还是在于价差的变化。市场比较担忧的北方钢材南下的情况还未出现,但是一些市场较广的华北钢厂准备将钢材运往华东和华南的仓库,预计11月下旬会比较明显。总的来看,从周末至今的表现来看,不锈钢管厂家成交依然左右着价格的波动方向,而反复震荡的结果,也说明了市场阶段性底部的出现。不过需求不持续的特点一直在持续,也注定了价格反弹的空间有限。而APEC会议对带钢产线影响不大,资源供给减少预期降低,估计短期市场继续低位震荡的概率较大。



研究发现随钢中含铬量的增加,钢的耐蚀性提高,当钢中含络量>12%后,在大气中耐蚀性有一突变,钢从不耐腐蚀到耐腐蚀,而且不生锈。人们把钢从不耐腐蚀到耐腐蚀,从生锈变为不生锈,称为从活化过渡到钝化,从活化态变成了钝化态。通俗地说钝(化)态实际上是不锈钢与周围腐蚀性介质之间反应迟钝,即不敏感的状态。含格量12%后,具有了不锈性的原因是由于 表而自动形成一 种厚度非常薄的无 色、透明且非常 光滑的一层富铬的氧化物膜,这层膜的形 成防止了钢的生锈。这层膜称为纯化膜。这层钝化膜的形成实际上 上是钢中铬元素把自己形成钝化膜保护自己的特性给予了钢的结果。钢中铬量对其腐蚀速度的影响,在氧化性酸介质中,例如在硝酸中,随钢中铬量的增加,钢的腐蚀速度下降,当铬量达到较高含量时,此钢便具有了耐蚀性。在氧化性介质中,不锈钢耐腐蚀的原因也是由于表面钝化膜的形成。同理,钢在酸介质中从不耐腐蚀到耐腐蚀,也称之为从活化过渡到钝化,从活化态变为钝化态。不锈钢管的不锈性是由钢中的铬含量所决定的●,没有铬就没有不锈钢。铬是使钢钝化并使钢具有不锈、耐蚀性的 有工业使用价值的元素。所谓无铬不锈钢是不存在的。


不锈钢管与管板连接头的连接是换热器制造的关键工序,有强度胀接、强度焊和胀焊结合三种连接方法,但经常采用不锈钢管与管板胀焊结合的连接方法。是先焊后胀还是先胀后焊,至今仍有争论。 1、先焊后胀工艺的优点及应用 换热器制造厂历来多采用先焊后胀工艺,而较少采用先胀后焊工艺。究其原因是与使用机械胀接法作为主要的胀管手段密切相关。因为在机械胀管过程中,存在着摩擦并产生大量的热必需用机油来润滑和冷却,油液渗浸进入胀接接头的缝隙,要彻底干净十分困难。夹缝中油水等杂物的存在,焊接时易于形成气体,而这些气体来不及逸出便存在于焊缝中。另一方面胀管区又往往堵塞了排气通道,增加了焊缝中生成气孔的可能性。采用先焊后胀工艺则可以避免上述不利因素,特别是对于钛材和某些有色金属,要求焊接的基本条件十分严格,不允许油水和铁离子污染,选择先焊后胀工艺更易保证焊缝质量。 2、先焊后胀工艺的缺点分析 ①机械胀接法存在着固有的缺点,各管之间长度不一,连接强度和紧密性不均;胀管接口的内表面产生硬化现象,给重复补胀带来困难;管与管板材料的胀接的相容性有一定的限制,如:钛管与碳钢的胀接、铝管与碳钢的胀接等均受到了限制;劳动生产率低,而且小管径或厚壁管的胀接较困难等。②管口环形焊道不均匀,由于不锈钢管与管板之间存在着0.2~0.5mm的装配间隙,而且总是偏心配置,加上不锈钢管与管板孔的加工偏差,造成每一个管口的环形焊道不均匀。对于薄壁管很容易焊穿。③存在一段长15mm的非胀管区,GB151-99规定胀管区与焊缝的距离为15mm,目的是为了避开胀管力对焊缝的破坏。此非胀管区内存留着气体,当换热器受热后其体积膨胀,产生强大的压力,可能对焊缝或胀接造成破坏。另外为了充分利用管板的设计厚度,管板厚度内的胀管区总是越长越好。长15mm的非胀管区,对于厚管板而言,消极效果不明显,但对于薄管板,则不可小视。④不锈钢管伸长损伤焊缝,机械胀管使管壁减薄,不锈钢管伸长,对焊缝损伤。⑤焊接时在管口处形成焊瘤,管口收缩和变形给以后的胀管作业带来困难。为了使管接头顺畅地进入管孔中,则有必要对管口焊接提出较高的要求。
