

为了让您更地了解我们的60*6精密管规格表大全,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:60*6精密管规格表大全的图文介绍


一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。



融拓金属材料有限公司是经四川泸州工商局批准成立的专业从事 四川泸州合金圆钢生产和销售的大型厂家。面对 四川泸州合金圆钢市场日益激烈的竞争,公司员工将一起创造、接受挑战,在诚信、敬业、奉献的精神指导下,将公司推上一个更高的层次!


穿孔机和轧管机钢管旋转方向的研究:绝大多数机组的布置中,穿孔机和轧管机都采用与轧制荒管同向旋转的工艺设计,钢管管体和内外表面质量良好。但在20#精轧管机组出现过一种情况:精轧管机轧制荒管的旋转方向与穿孔钢管旋转方向相反的工艺和布置,其轧制钢管质量良好,对此现象,还需进一步研究分析。锥形辊穿孔机的选型:锥形辊穿孔机的轧辊有立式布置和卧式布置之分,使用中两种方式都存在。但是,立式布置,下轧辊轴承等部件工作条件较卧式布置恶劣,水、氧化铁皮侵蚀性大;下轧辊的磨损较上轧辊大,立式设备基础较卧式布置深,匹配的行车位置高,但卧式布置更容易更换导盘、导板。对于研发人员,机型的设计是今后研究的一个要点。
精密无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。在精密无缝钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。精密无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。
精密无缝钢管一般常用布氏、洛氏、维氏三种硬度指标来衡量其硬度。在精密无缝钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的钢材的钢管不适用。精密无缝钢管洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不是,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。精密无缝钢管维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。



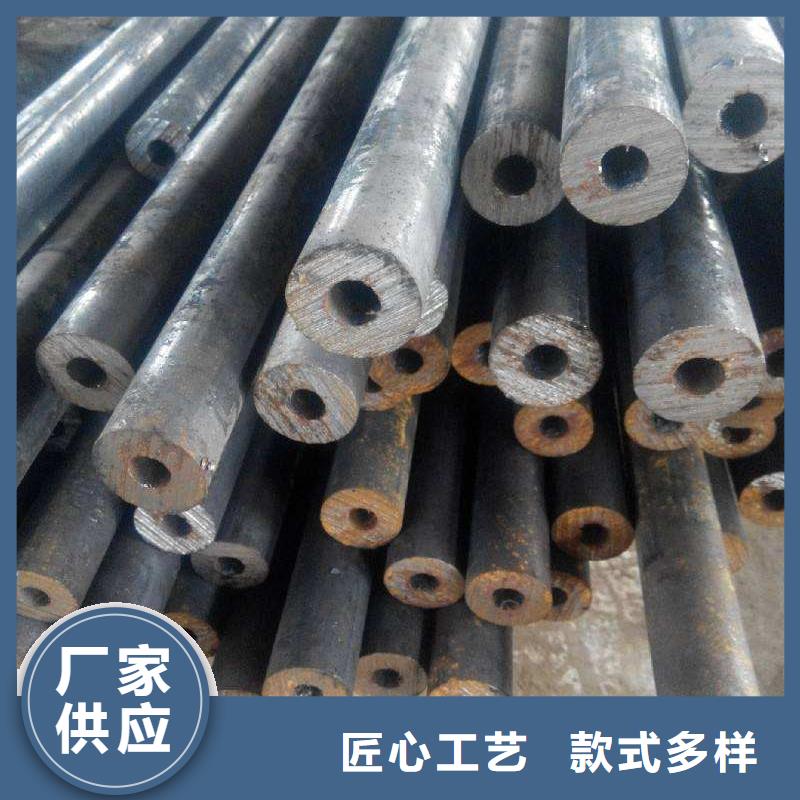
热轧精轧管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。冷轧(拨)精轧管除分一般钢管、低中压锅炉钢管、高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、其它钢管外,还包括碳素薄壁钢管、合金薄壁钢管、不锈薄壁钢管、异型钢管。热轧无缝管外径一般大于32mm,壁厚 2.5-200mm,冷轧精轧管处径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。
精轧管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了精轧管使用优点比较重要的特征之一。对于精轧管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的精轧管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
没有管道系统的支持,那么这些东西,都不会轻易的使用到。虽然管道系统,为运输的行业,带来了很大的支持。不过在过去,因为管道的问题,也是为运输行业,带来了不小的麻烦。因为在以前,运输行业所使用的管道,只是普通的钢管。这种钢管在性能方面,就不是那么的,而且还有着一个,非常严重的缺点,那就是很容易生锈。一旦要是管道生锈了,这不仅仅会引发,自来水的重金属含量超标,让饮用的人畜,出现重金属中毒的问题;而且这也会带来,一定的经济损失,毕竟更换这些管道,所需要的花费可不小。
精轧管比较常见的化学成分是基本稳定的,有着很多的优点和稳定性等各个方面的特点,拥有着不生锈和抗耐磨等各种的优点。无论是物理和化学都是发挥着比较重要的作用的,成为了精轧管使用优点比较重要的特征之一。对于精轧管方面要重点关注的是它的各个方面的化学性能,这样的话我们就能够更好地去了解他的作用和各种的优势了。我们生产的主要的材质有20号 45号 q345b 40cr 20cr等等 10号 35号等等特殊材质的可以定做的,还可以定做一系列的精轧管,镀锌钢管,矩形钢管,异形钢管,高压无缝钢管,低压无缝钢管,合金无缝钢管,不锈钢无缝钢管。
没有管道系统的支持,那么这些东西,都不会轻易的使用到。虽然管道系统,为运输的行业,带来了很大的支持。不过在过去,因为管道的问题,也是为运输行业,带来了不小的麻烦。因为在以前,运输行业所使用的管道,只是普通的钢管。这种钢管在性能方面,就不是那么的,而且还有着一个,非常严重的缺点,那就是很容易生锈。一旦要是管道生锈了,这不仅仅会引发,自来水的重金属含量超标,让饮用的人畜,出现重金属中毒的问题;而且这也会带来,一定的经济损失,毕竟更换这些管道,所需要的花费可不小。



精轧管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精轧管得到非常好的保护了,对精轧管进行除锈,在给精轧管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精轧管表面松动或翘起的铁锈。对精轧管的表面进行清洗,在对精轧管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精轧管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
