




剪切时腿部根本同时受力,剪切力较大,剪刃磨损较快。一方面腿端剪切压痕严重,另一方面剪刃老化后,极易呈现槽钢剪切局部撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要缘由。针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来进步冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切局部的温度,从而防止了因钢温高而形成的剪切缺陷。针对槽钢剪刃设计存在的问题,分离消费实践状况,将剪刃设计为图2所示的外形(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,进步两角部的剪切堆叠量。
它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;由于结合牢固,锌—铁互溶,具有很强的耐磨性;由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层;钢结构件热镀锌后,相当于一次退火处理,能有效改善钢基体的机械性能,钢件成型焊接时的应力,有利于对钢结构件进行车削加工。热镀锌后的件表面光亮美观。纯锌层是热镀锌中富有塑性的一层镀锌层。



安钢垂400mm机组随生产节奏和产量的提高,上述剪切缺陷越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。
1、工艺原因该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。
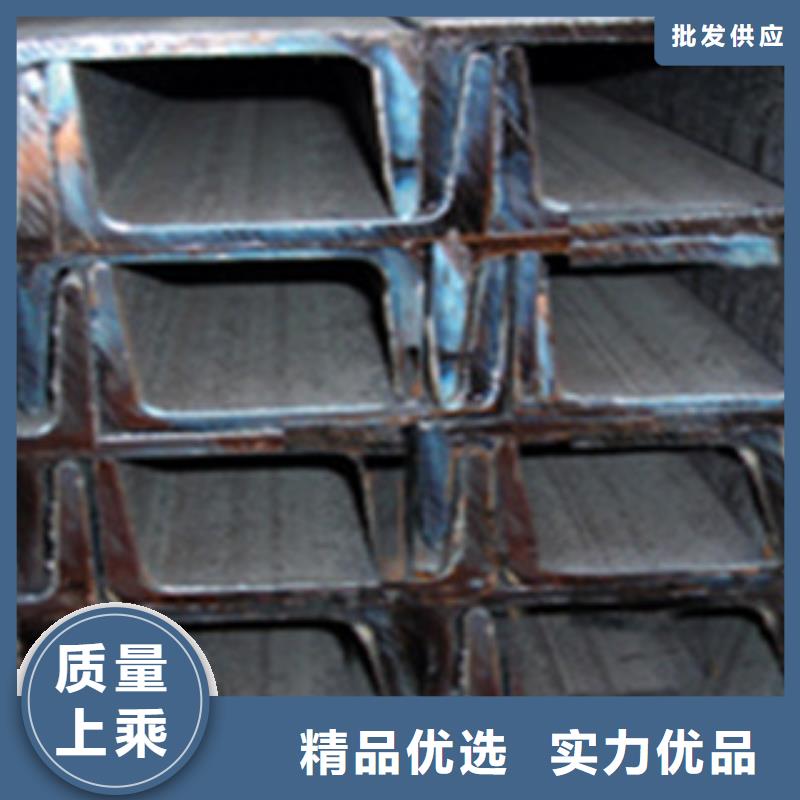
2、剪刃设计原因槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。
这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三。
后两点是影响槽钢剪切质量的主要原因。改进措施针对上述3个问题,分别采取了相应措施。1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。进出口情况分单纯性进口及随同成套工程引进进口等两个渠道。

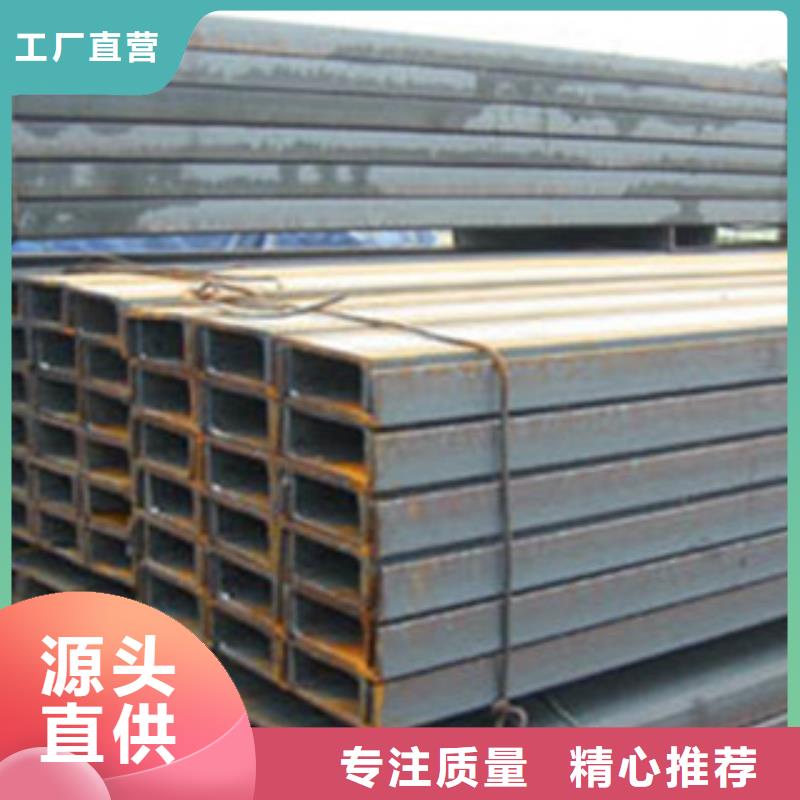
根据槽钢产品的使用经验,根据槽钢的结构理论,力点位于槽钢槽上,即槽钢应该站立,不能下蹲。因此,槽钢可以改变建筑物的结构,节省建筑材料。但与方管相比,如何选择槽钢主要用于建筑结构,车辆制造,其他工业结构和固定柜等。槽钢通常与工字钢一起使用。
方管的使用包括建筑,机械制造,钢结构和其他项目,造船,太阳能发电支架,钢结构工程,电力工程,发电厂,农业和化学机械,玻璃幕墙,汽车底盘,和其他更高的 - 负载焊接结构件等待。
承载能力:大多数客户使用槽钢,双槽钢对接,然后焊接。槽钢的承载能力大于空心方管,大型建筑的槽钢利用率较高。在使用灵活性方面:方管承载能力差但灵活,无需焊接即可省时省力。槽钢制造商建议您在建造小型建筑时选择方管,而不需要承受重量。但是,在大型建筑项目中,您应该选择具有更好承载能力的通道。


当剪刃磨损后,在剪切两腿时,剪切质变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易呈现毛刺;三是上、下剪刃腿部斜度与槽钢废品孔型根本分歧,这样在剪切时腿部根本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易呈现槽钢剪切局部撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要缘由。改良措施针对上述3个问题,分别采取了相应措施。针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来进步冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切局部的温度,从而防止了因钢温高而形成的剪切缺陷。槽钢剪刃设计的根本根据是槽钢废品孔型外形,这种设计在剪切过程中易呈现以下问题:一是槽钢两肩部与其他局部相比。



国耀宏业钢铁有限公司是专业 河南漯河方管厂家解决方案提供商,公司拥有业界专业度、品牌号召力、用户数量等诸多方面优势。公司不断追求技术的突破创新,公司一直以服务社会为己任,不断开拓进取,追求科技创新,以用户成功为目标,为社会的发展贡献力量。于此同时,公司积j i进行 河南漯河方管厂家新产品的研发,满足用户多元化的需求。


具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。
具有铁—锌合金层,结合致密,在海洋性盐雾大气及工业性大气中表现特有抗腐蚀性;由于结合牢固,锌—铁互溶,具有很强的耐磨性;由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层;
钢结构件热镀锌后,相当于一次退火处理,能有效改善钢基体的机械性能,钢件成型焊接时的应力,有利于对钢结构件进行车削加工。热镀锌后的件表面光亮美观。纯锌层是热镀锌中富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。
量测附着量的方法有很多种,如破坏性的切片金相观测法、酸洗法,非破坏性的膜厚计法、电化学法、进出货重量差估计法等。一般常用的为膜厚计法及酸洗法。
膜厚仪(镀层测厚仪)为一利用磁场感应来量测锌层厚度普遍省事的方法,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会的一准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件就 不准确了。



