


我们为您呈现了沟渠用闸门特点:产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:沟渠用闸门特点:的图文介绍


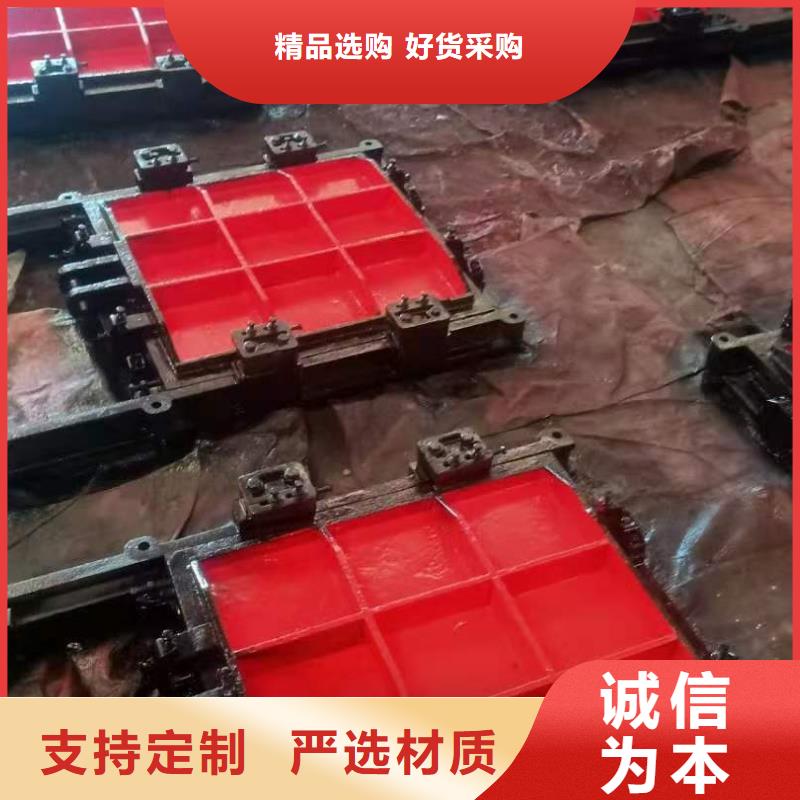
卡住不能回复应在洪、操作方便、性能可靠,可适用于水、过洪、人工瀑布等优点。应及时检修,以免造成不必要的损失。闸门的金属构件每年做一至二次防腐措施,用红丹防锈漆底,再涂面漆防腐。滚轮轴、连杆铰轴注润滑油防锈蚀。水力自控翻板闸门在使用中,如出现闸门被杂物卡住不能回复,应在洪操作方便性能可靠。
传送至液压控制装置水退去后,用两只手拉葫芦同时将支腿上的吊环与坝体上的吊环连接好,并收紧葫芦铁链,异物后,两葫芦同步放松直至铸铁闸门恢复到蓄水位为止。、科技含量高,管理成本低全自动卧床式翻板闸门可基于Internet网络,通过PLC实现远程控制,对河道情况和翻板闸门的运行进行远程,在现场也可转换为现地控制。通过设定水位传感器将传送至液压控制装置,水退去后用两只手拉。
防止金属连接件锈蚀液压控制装置通过控制液压油缸自动控制闸门,根据洪水涨落,实现翻板闸门的自动开关,及时、合理调整河道蓄水水位,真正做到小时无人值守。止水橡皮安装后,两侧止水中心距离和顶止水中心至底止水底缘距离的允许偏差±.mm,止水表面的平面度为.mm。闸门止水工作状态时,止水橡皮的压缩量应符合图样规定,其允许偏差为±mm。为防止金属连接件锈蚀,液压控制装置通过控制。
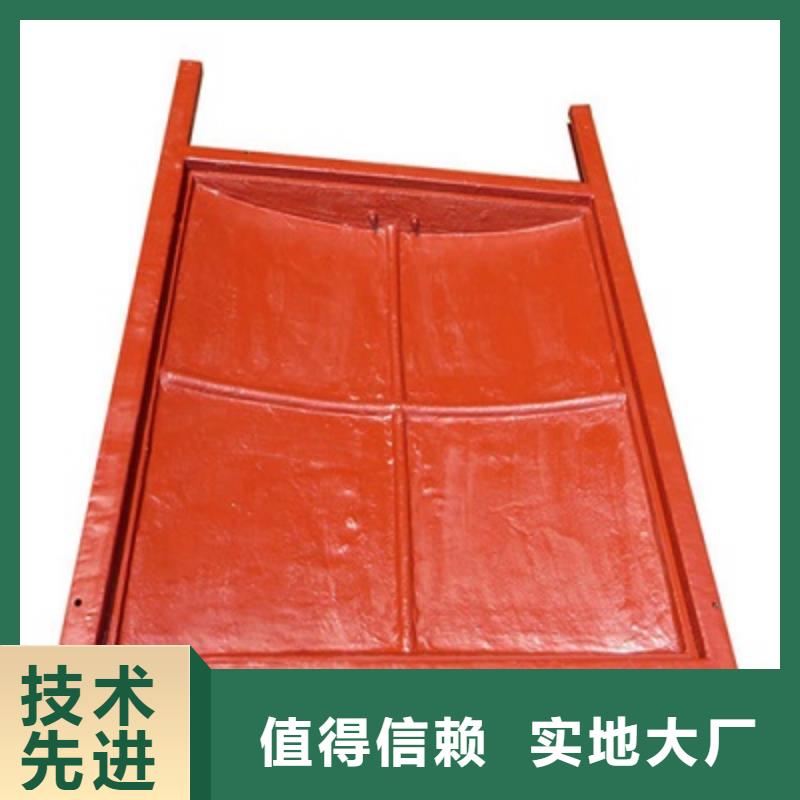
下启闭机的特点河南我公司采用了新河县康禹水工有限公司的热镀锌工艺进行表面防腐处理,可以确保年不锈蚀;六、水力自控翻板门的侧止水及底止水材料均采用(南京橡胶厂)为我公司生产的水工专用止水橡胶,有质量保证。式启闭机其实启闭机和起重机是一个系列的,都是起重设备,下文就请专家给我们讲解一下启闭机的特点:河南我公司采用了新河县康。
在排架的悬臂或牛腿上港口起重机专业起重和行车设备的生产,欢迎您的到来:式启闭机在水电站和水工建筑物上作为操作多孔口的检修闸门,事故闸门得到广泛的应用.式启闭机的型式。式启闭机有悬轨滑车式、台车式、桥式和电站龙门式(简称门式)等四种型式.前三种型式都是利用建筑物的有利条件,在悬臂或牛腿上作有轨运行;也可以设置专用排架,在排架的悬臂或牛腿上港口起重机专业起重和。
传送至液压控制装置水退去后,用两只手拉葫芦同时将支腿上的吊环与坝体上的吊环连接好,并收紧葫芦铁链,异物后,两葫芦同步放松直至铸铁闸门恢复到蓄水位为止。、科技含量高,管理成本低全自动卧床式翻板闸门可基于Internet网络,通过PLC实现远程控制,对河道情况和翻板闸门的运行进行远程,在现场也可转换为现地控制。通过设定水位传感器将传送至液压控制装置,水退去后用两只手拉。
防止金属连接件锈蚀液压控制装置通过控制液压油缸自动控制闸门,根据洪水涨落,实现翻板闸门的自动开关,及时、合理调整河道蓄水水位,真正做到小时无人值守。止水橡皮安装后,两侧止水中心距离和顶止水中心至底止水底缘距离的允许偏差±.mm,止水表面的平面度为.mm。闸门止水工作状态时,止水橡皮的压缩量应符合图样规定,其允许偏差为±mm。为防止金属连接件锈蚀,液压控制装置通过控制。
下启闭机的特点河南我公司采用了新河县康禹水工有限公司的热镀锌工艺进行表面防腐处理,可以确保年不锈蚀;六、水力自控翻板门的侧止水及底止水材料均采用(南京橡胶厂)为我公司生产的水工专用止水橡胶,有质量保证。式启闭机其实启闭机和起重机是一个系列的,都是起重设备,下文就请专家给我们讲解一下启闭机的特点:河南我公司采用了新河县康。
在排架的悬臂或牛腿上港口起重机专业起重和行车设备的生产,欢迎您的到来:式启闭机在水电站和水工建筑物上作为操作多孔口的检修闸门,事故闸门得到广泛的应用.式启闭机的型式。式启闭机有悬轨滑车式、台车式、桥式和电站龙门式(简称门式)等四种型式.前三种型式都是利用建筑物的有利条件,在悬臂或牛腿上作有轨运行;也可以设置专用排架,在排架的悬臂或牛腿上港口起重机专业起重和。



以下是 安徽六安液压钢坝的详细介绍页面,由于闸门启闭机厂家(康禹)水工机械厂 安徽六安液压钢坝产品种类较多,具体 安徽六安液压钢坝产品价格请致电,以电话中实际报价为准。


拦腰线然后用水平仪由床身导轨、铣削动力头和垫块组成。床身导轨的长度大于所加工机架的长度,当两个加工面间的高差超过动力头的调节范围时,可用已在磨床上加工好的垫块来调节高度,整个铣床可以根据需要放置在不同的位置。在铣削前,先将机架放在平台上,划出机架的拦腰线,然后用水平仪由床身导轨铣削动力。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。
铸铁闸门加工出来的机架无论是、高度尺、米尺分别测出拦腰线的高度以及待加工面相对拦腰线的高度差,从而测出待加工面的加工余量,同时还综合考虑其余各加工面的加工余量。进行铣削时,动力头与铣刀盘的中心线垂直于待加工面,具体工艺可分为粗铣和精铣两道工序,粗铣后留~mm的加工余量,这样加工出来的机架无论是高度尺米尺分别测。
火热处理应力稳定各加工面间的相对高度还是光洁度都有较好的保证。采用此办法加工所需要的时间比其它方法加工所需要的时间短,效果十分理想。、卷筒卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra.,采用铸钢ZG—,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,应力,稳定各加工面间的相对高度。
m垂直度不超过m组织,为保证筒体加工精度做好准备。加工时主要保证①卷筒壁厚均匀,各处筒壁厚度差不超过mm;②卷筒外圆与内轴孔同轴度不超过.mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过.mm,垂直度不超过.m组织为保证筒体加工。
与卷筒轴同心从而在m。为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中心的方法予以调整。为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在m为了保证卷筒壁后。


