




为了让您更地了解我们的不锈钢复合管供应商,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:不锈钢复合管供应商的图文介绍


综合来看,固然目前钢市行情呈现了冲高回落的,且短期下行趋向仍将持续,但是从以上分析的几方面来看,市场基础依然,价钱不存超跌回调的压力,所以无需对后市悲观,笔者以为,目前市场大的“空头”于者过火担忧的心态,关于后期钢市的价钱,自自自自信心比更重要!之后必有薄?很明显,目前铁路运输处于“供。2004年10月,外衬不锈钢复合钢管中华人民共和国城镇建设行业标准CJ/T192-2004,经制定并颁布实施。复合管桥梁护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶部位即是我们所说主管)。不锈钢护栏立柱广泛于建筑物阳台、楼梯、景观围护、通道隔离等,主要品种有玻璃护栏不锈钢立柱,杆件护栏不锈钢立柱和玻璃隔断不锈钢立柱及其他结构形状立柱等。 玻璃隔断不锈钢支撑件:全玻璃护栏,不采护栏立柱和扶连接使称为隔断;主要于连接建筑结构夹持玻璃护栏并承载玻璃护栏荷载构件,于建筑底层玻璃围护护栏装置、通道隔断、室内玻璃隔断墙和玻璃展示架等。89*3不锈钢复合管小不锈钢复合管装饰管售,不锈钢管和不锈钢复合管区别不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管封闭良好情况下可保证其防锈期限与纯不锈钢无异。不锈钢管:整个管都为不锈钢较轻,承重能力没有复合管好,但是不容易生绣,价格昂贵。不锈钢复合钢管由不锈钢和碳素结构钢两种金属材料采无损压力同步复合成新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽外表,以及碳素钢良好抗弯强度及抗冲击性。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材替产品。



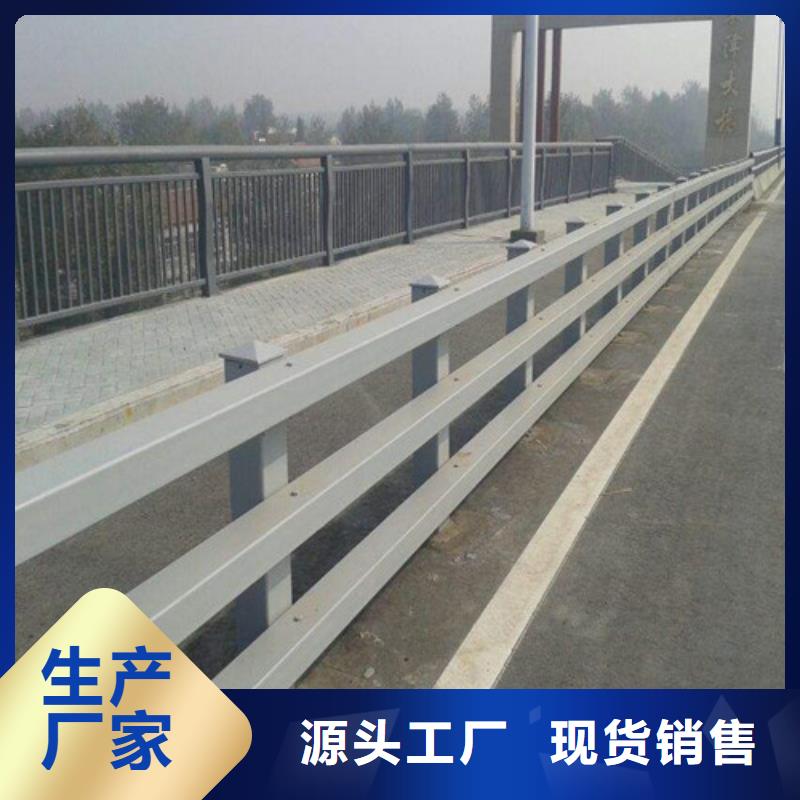
卓越不锈钢复合管护栏有限公司是集【福建龙岩道路隔离护栏】的设计研发、生产制造、销售为一体的专业厂家。公司将一直秉承,勇于创新”的企业态度,不断【福建龙岩道路隔离护栏】产品和服务的质量与价值,继续为客户提供优质【福建龙岩道路隔离护栏】和完善的服务,我公司以其科学的管理,我们将永远坚持用我们的诚心换取您的放心这一原则,回报社会,服务于社会。我们真诚的欢迎各地更多的朋友来参观指导,让我们手拉手,心连心共同发展!


埋件不符央求时,应及时采取有效措施,增补埋件。安装楼梯栏杆立柱的部位,基层混凝土不得有酥松现象,并且安装标高应契合设计央求,凹凸不平处必需剔除或修补平整,过凹处及基层蜂窝麻面严重处,不得用水泥砂浆修补,应用混凝土中止修补,并待有一定强度后,方可中止栏杆安装。按设计及安装央求正确出栏杆立柱安装间距位置和中心线。在栏板和栏杆顶面,划出扶手直线段与弯头、折弯段的起点和终点的位置。弯头配制:按栏板或栏杆顶面的斜度,配好起步弯头,般木扶手,可用扶手料割配弯头,采用割角对缝粘接,在断块割配区段内少要思索三个螺钉与支承固定件衔接固定:大于7Omm断面的扶手接头配制时,除粘结外,还应在下面作暗禅或用铁件铆固。整体弯头制造:先做足尺大样的模范,并与现场划线核对后,在弯头料上按模范划线,制成雏型毛料(毛料尺寸普通大于设计尺寸约10mm)。 金属氟碳漆是一种,多用途,化学固化的氟碳共聚体为原料的双组分常温固化涂料。金属氟碳漆具有出色的耐久性、维护性、装饰性等性能。经户外长期运用和人工加速老化实验标明,金属氟碳漆中氟碳树脂分子链上的氟碳键能够抵御紫外线,表现出极端的耐久性、耐紫外线及耐侯性,使不锈钢复合管金属氟碳漆涂层耐久圆满如新.如何选择不锈钢复合管?内衬不锈钢复合管在选择上与普通的不锈钢复合管相比有什么优势呢?内衬不锈钢复合管采用国标热镀锌钢管、焊管、螺旋管、无缝钢管为外层,不锈钢复合钢管以内衬304不锈钢,经特殊工艺复合而成,由于统筹了内外两层管材的优点,同时也抑止了它们各自的缺陷,具有良好的技术特性和应用前景,因而近年来逐渐被建筑设计单位和工程界看好。



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



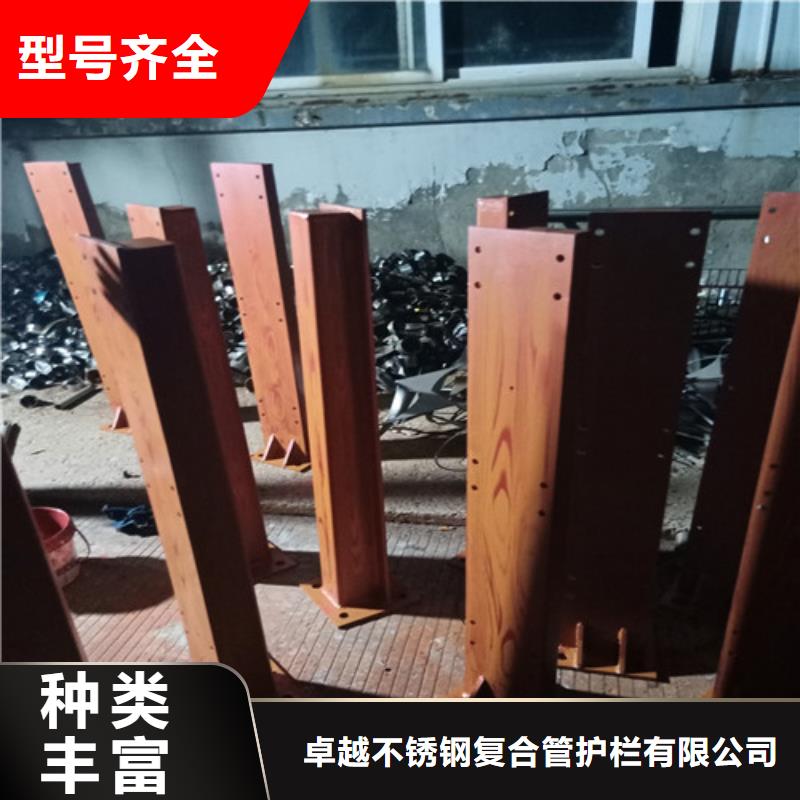
不锈钢抛光管算不算不锈钢钢管?不锈钢抛光管、抛光不锈钢管具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处置硬化现象(非磁性)、钼和碳含量很低,在海洋和点状腐蚀电阻的化学工业环境优于304不锈钢。(316l低碳、高氮度的316n,316不锈钢硫磺含量较高,易切削不锈钢)301不锈钢复合工业管:良好的延性,用于成型产品。也可以快速硬化的机械加工。良好的焊接性。耐磨性和疲倦强度优于304不锈钢。202不锈钢复合工业管:属于铬-镍-锰奥氏体不锈钢,性能比201不锈钢好。201不锈钢复合工业管:属于铬-镍-锰奥氏体不锈钢,磁性低。410不锈钢复合工业管:属于马氏体铬钢(度)、良好的耐磨性、耐蚀性差。 420级不锈钢复合工业管、“刀具”马氏体钢,如布氏硬度高铬钢不锈钢早。也用于外科工具,可以做很轻。430不锈钢复合工业管:铁素体不锈钢,装饰,比如汽车配件。良好的成形性,但耐热性和耐蚀性比较差.钢板立柱采用数控等离子切割,斜度微小,表面抛丸打磨,边缘处置精细,细节见证质量。不锈钢复合管以其的材质特性,使其在应用过程中耐磨损,抗锈蚀性的特性给了人们很深的印象,其实这种管件不但适用于建筑范畴在我们的日常生活当中也是非常常见,只是我们没有发现而已。外不锈钢复合管车把,触及自行车和摩托车,特别是自行车和摩托车的车把,旨在处置已有车把表面存在外表镀层或涂漆层的耐候性差、容易零落,运用寿命短、制造时污染环境的问题。
