




想要更直观地了解电气焊-游戏设计培训课程多样产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:电气焊-游戏设计培训课程多样的图文介绍
虎振技工学校主营:(福建龙岩) 本地 福建龙岩保定虎振学校等产品,主营项目:(福建龙岩) 本地 福建龙岩保定虎振学校。公司常年备有库存,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


电气焊高级班
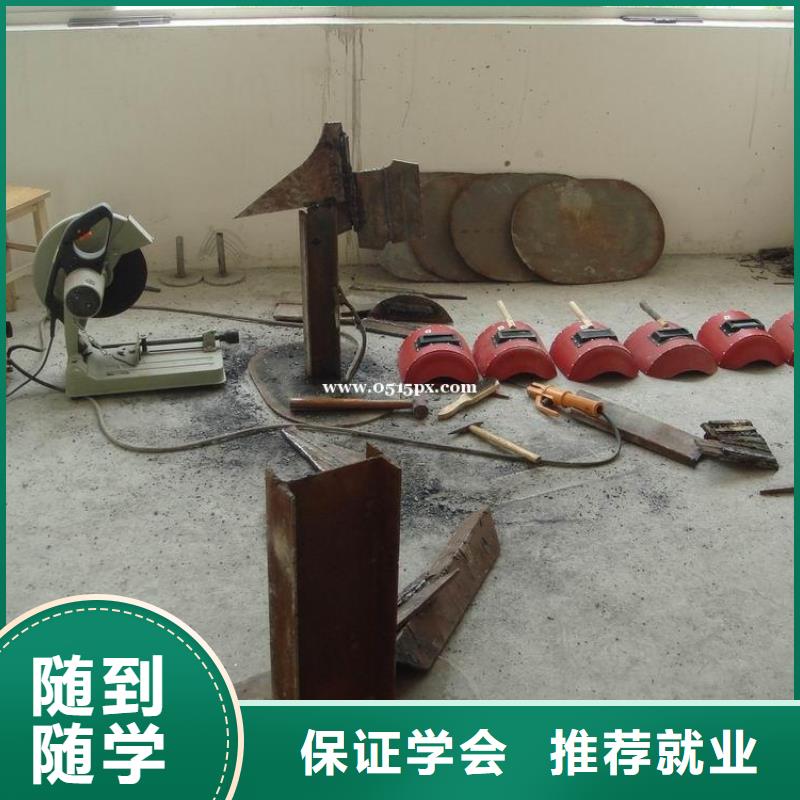
学习内容:电气焊短期培训班主要学习金属材料焊接与切割、平焊、立焊、横焊、仰焊。工业管道焊接,直径219毫米,属中低压容气焊接、中碳钢、锰钢、有色金属焊接。铜焊、铜瓦、铜套、铜管、车工刀头等焊接。还主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。 对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。
学习内容:电气焊短期培训班主要学习金属材料焊接与切割、平焊、立焊、横焊、仰焊。工业管道焊接,直径219毫米,属中低压容气焊接、中碳钢、锰钢、有色金属焊接。铜焊、铜瓦、铜套、铜管、车工刀头等焊接。还主要学习金属材料的分类,金属材料的焊接与切割,焊条的分类、焊条的使用、焊接设备的使用保养和维修,手工电弧焊的平焊、立焊、横焊和仰焊,全位置焊接及固定位置的焊接。对金属材料的对接、角接、T形接和搭接,全部都会应用和施工。焊接、气焊、气割,对金属材料的气焊包括钎焊都能掌握,凡是金属燃点低于熔点的材料,都能准确的进行切割。 学习大型机械铸缸体的焊接,铸铁齿轮牙的补焊、一般铸铁件焊接(包括气焊铸铁、电焊冷焊铸铁)。 对燃点高于熔点的金属材料,如不锈钢、铸铁、铜及铜合金、铝及铝合金、高合金难熔钢,我校有空气等离子切割设备,加工手段齐全。



目前焊接系统的特点
1. 机械装置
点焊机系统由机械装置、供电装置、控制装置三大部分组成。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置,扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,
1. 机械装置
点焊机系统由机械装置、供电装置、控制装置三大部分组成。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置,扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,


由于我校电焊专业班级课程分的比较细,学期学费均有所不同。电焊专科班学期一个月,电焊初级班学期一个月,电焊中级班学期3个月,电焊高级班学期一年,二保焊班学期一个月,氩弧焊班学期一个月,学费有一千多、二千多也有4千多的。具体学费,请咨询我们。
我校常年招生,随到随学,包教包会,校企联合,安置工作,入学即签订就业保障协议。望有志从事电焊行业的所有人士速来报名。
地址:保定市南二环 :13313328035 QQ781651815
我校常年招生,随到随学,包教包会,校企联合,安置工作,入学即签订就业保障协议。望有志从事电焊行业的所有人士速来报名。
地址:保定市南二环 :13313328035 QQ781651815



焊前預備
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。
3.1坡口加工采用機械加工法
加工後的坡口表面應平整、無毛刺和飛邊。坡口的形式一般為V型,無鈍邊,坡口角度70~75℃為宜。不同壁厚的對接焊應有14O的過渡段。
.2 焊前預備
焊前將焊絲、焊管坡口及其坡口內外各30~50mm范圍內的油污和氧化膜掉,順序和方法如下:用丙酮或四氯化碳等有機溶劑去除表面油污,坡口內外兩側范圍應不小於50mm。油污後,焊絲采用化學法,坡口易采用機械法,試管也采用化學法表面氧化膜。機械方法,是坡口及其四周表面可用銼削、刮削、銑削或用0.2mm左右的不鏽鋼絲刷至露出金屬光澤,兩側的范圍距坡口邊沿應不小於30mm,使用的工具按期脫脂處理。

