
想要更直观地感受酸洗磷化无缝钢管快来抢购产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:酸洗磷化无缝钢管快来抢购的图文介绍


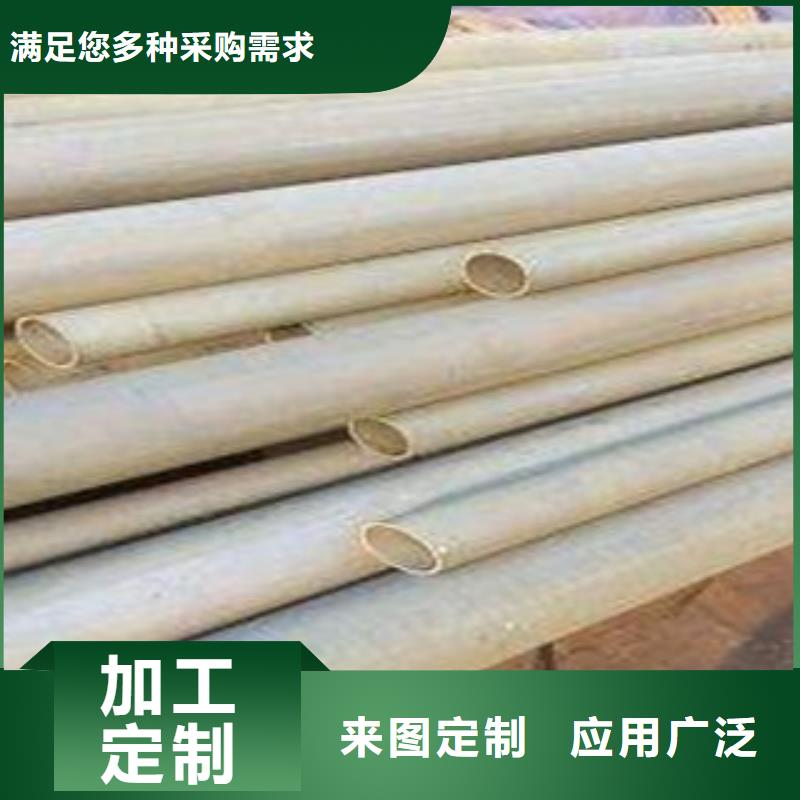
很多都是用化学的原理和运用电解的方式来除锈,对钢管进行酸洗钝化处理,但是要是用化学反应来祛除铁锈的话,那么工人们在清洗之前,要先穿戴到保护用品,避免身体受化学元素影响受伤,但是现在很多地方都不赞成用化学酸来清洗无缝钢管吗,因为虽然化学酸洗的去锈效果很好,但是化学酸也会对环境造成影响的,甚至是影响土壤质量,汇鑫源还要有计划的处理酸洗后的污水治理。酸洗也称化学清洗,是化学清洗技术中的一个重要分支。它是采用以酸(无机酸或有机酸)为主剂组成的酸洗剂对覆盖于金属材料、设备、管道等表面的氧化皮(也称轧制鳞皮)、铁锈、焊渣、表面防护涂层等,通过化学和电化学的反应,使其溶解、剥离。并随即进行表面钝化,使金属基体表面形成一层良好的防腐保护膜的一种表面处理技术 管路清洗完毕如果没有很快进入调试阶段, 必须在管路中及时铺油, 而且要在整个内壁上都形成一层油膜, 以免产生二次生锈。油洗之后, 调试之前必须再次对管路进行检查, 特别是在管路的拐弯处以及大的集流腔等容易积存油液的地方, 要打开管路进行检查, 放出残存的油液, 并用干净的油液再冲洗, 直到看不到杂质为止。a.酸洗、钝化工艺流程去油清理污物 酸洗 钝化 净水冲洗 检查 吹干



酸洗除锈、除氧化皮的方法是工业领域应用*为广泛的方法。利用酸对氧化物溶解以及腐蚀产生氢气的机械剥离作用达到除锈和除氧化皮的目的。酸洗中使用*为常见的是盐酸、硫酸、磷酸。由于在酸洗时产生有毒的二氧化氮气体,一般很少应用。盐酸酸洗适合在低温下使用,不宜超过45℃,使用浓度10% ~45%,还应加入适量的酸雾抑制剂为宜。硫酸在低温下的酸洗速度很慢,宜在中温使用,温度50~80℃,使用浓度10%~25%。磷酸酸洗的优点是不会产生腐蚀性残留物(盐酸、硫酸酸洗后或多或少会有少会有Cl-、SO42-残留),比较,但磷酸的缺点是成本较高,酸洗速度较慢,一般使用浓度10% ~40%,处理温度可常温到80℃。在酸洗工艺中,采用混合酸也是非常有效的方法,如盐酸-硫酸混合酸,磷酸-柠檬酸混合酸。

酸洗钝化步骤:
1)酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上。
2)在络和清洗过程中,应投加缓蚀剂、还原剂、助溶剂、铜离子抑制剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和监视管段,以便随时监测。
3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后缓慢加入酸洗药剂和其它助剂。
4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。
1)酸洗是整个化学清洗过程的关键步骤。由络合剂、渗透剂、悬浮剂和活性缓冲剂构成一种特殊条件下的清洗剂。该清洗剂溶解污垢的能力强,与污垢作用时间短,对设备无腐蚀,操作方便而且除垢率可达95%以上。
2)在络和清洗过程中,应投加缓蚀剂、还原剂、助溶剂、铜离子抑制剂等助剂。并在清洗时挂入与清洗设备材质相同或相似的标准腐蚀指示片和监视管段,以便随时监测。
3)系统恢复循环后,保持液位循环,当无误时加入缓蚀剂,等缓蚀剂循环均匀后缓慢加入酸洗药剂和其它助剂。
4)在络和清洗中,应定时取样分析清洗液浓度、铁离子浓度及定期进行反向循环,同时进行放空和导淋,以免产生气阻和导淋堵塞。


酸洗钝化的机理:我们知道,铁、铝在稀HNO3或稀H2SO4中能很快溶解,但在浓HNO3或浓H2SO4中溶解现象几乎停止了,碳钢通常很容易生锈,若在钢中加入适量的Ni、Cr,就成为不锈钢了。金属或合金受一些因素影响,化学稳定性明显增强的现象,称为钝化。由某些钝化剂(化学)所引起的金属钝化现象,称为化学钝化。如浓HNO3、浓H2SO4、HClO3、K2Cr2O7、KMnO4等氧化剂都可使金属钝化。金属钝化后,其电极电势向正方向移动,使其失去了原有的特性,如钝化了的铁在铜盐中不能将铜置换出。此外,用电化学方法也可使金属钝化,如将Fe置于H2SO4溶液中作为阳极,用外加电流使阳极极化,采用一定仪器使铁电位升高一定程度,Fe就钝化了。由阳极极化引起的金属钝化现象,叫阳极钝化或电化学钝化



浩融金属制品厂有限公司成立以来,一贯奉行质量可靠的宗旨,并于今年通过ISO9001:2000质量管理体系认证。
现我公司有大量 福建龙岩钢板现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。


不锈钢容器或零部件完工后按图样和工艺文件的要求,对规定项目检查合格后,将焊缝及其两侧焊渣、飞溅物清理干净,容器的机加工件表面应用汽油或清洗剂去除油渍等污物,只有进行过预处理的容器或零部件才能进行酸洗钝化处理。烟台酸洗钝化无缝钢管规格齐全
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。
酸洗钝化容器或零部件必须用洁净水将表面冲洗干净,*后用酚酞试纸测试冲洗面的任何处,使PH值在6.5-7.5之间,或用滤纸检查冲净程度,无蓝色为合格。然后擦干或用压缩空气吹干。
容器和零部件经酸洗钝化后搬运吊装及存放时禁止磕碰划伤钝化膜。


