



热处理工艺在我国已有悠久的历史,早在商代就已经有了经过再结晶退火的金箔饰物,在洛阳出土的战国时代的铁锛,系由白口铁脱碳退火制成。在战国时代燕都遗址出土的大量兵器,向人们展示了在当时钢件已经采用了淬火,正火,渗碳等工艺。近代出土的秦兵俑佩带的长剑,箭镞等都有力的证明当时已经出现铜合金的复合材料,而且还掌握了精湛的表面保护处理方法,从而保持输千年不锈。
热处理工艺早的史料记载见于《汉书。王褒传》中,我过明代科学家宋应星在《天工开物》一书中对热处理工艺已有记载。大量事实证明,我过曾是世界上发展和应用热处理技术早的 之一。但是长期的封建统治,阻碍了我过科学技术的进步,在异端相当长的时间内,我国热处理技术的发展处于停止状态,有的技术甚至失传。直至解放以后热处理技术在我国才重新迅速发展起来,出现了许多新工艺,新设备。但和当代世界先进水平比较,我国的热处理技术仍较落后。


防磨瓦生产厂家
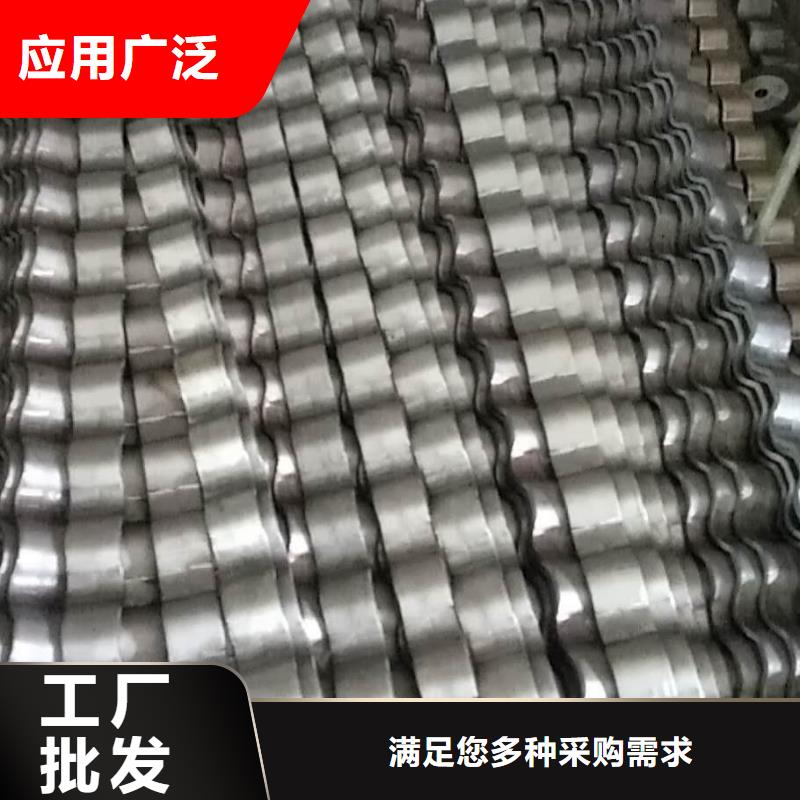
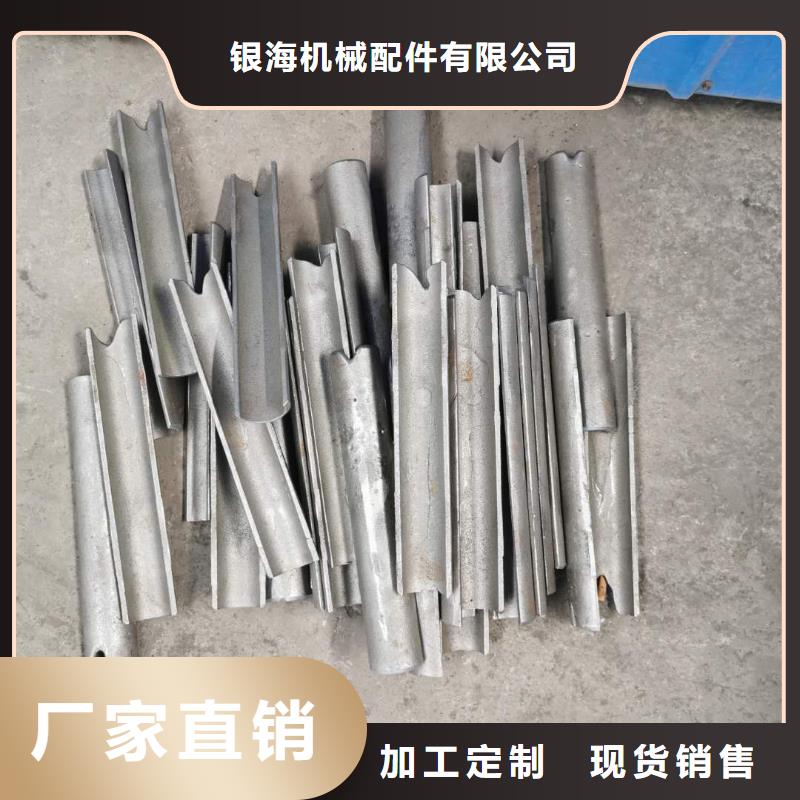
防磨瓦又叫防磨罩、防磨板、防磨盖板、防磨护瓦 防磨护铁 防磨护甲等。
防磨瓦的主要作用就是保护锅炉管道的迎风面,减少管道磨损,增加受热面管子的使
防磨瓦一般分为直防磨瓦、内弯防磨瓦、外弯防磨瓦、侧面弯防磨瓦、S型防磨瓦等,不同形状的防磨瓦的技术参数也不同,比如像带弯的防磨瓦就需提供所使用管子外径、所使用管子弯曲半径R(到管子中心)、弯曲角度度数及防磨瓦弧段两边的直段长度等。另外,防磨瓦材质也有很多,需根据自己的工况条件而定,但一般来说都是以锅炉设计为准。



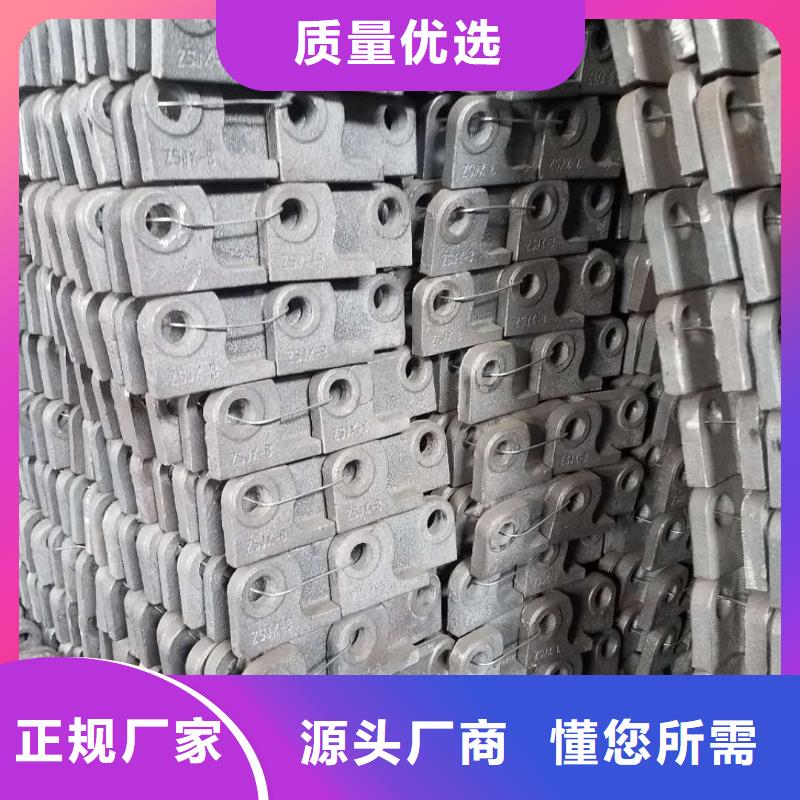
卡环:
又称卡箍、抱箍、管卡、盖板、压板,和防磨瓦配套的使用,就是方便安装防磨瓦到管子上的卡子,一般和防磨瓦采用搭接焊接,所以比防磨瓦要做的大一些,一般是做190-200度左右(防磨瓦是180度半圆),开口也要稍大一些才能和防磨瓦扣在一起,还要留出焊接位置,方便焊接固定。一般每件防磨瓦需要配2—4个卡环,间距200-500mm。
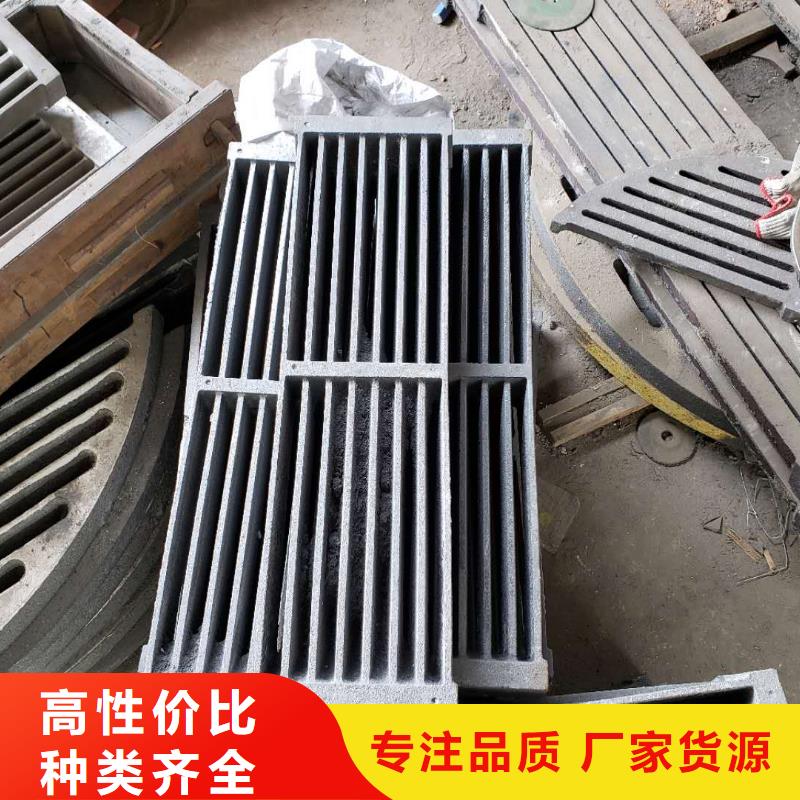
我公司主要经营锅炉配件、炉排、炉排片、三爪炉排、四爪炉排、铸钢炉排玛钢炉排、链条炉排、活芯炉排、活芯炉排片、主动炉排片
被动炉排片、炉排销、炉条等产品
耐高温不变形使用寿命长
工业、电站锅炉除渣、上煤、脱硫除尘系列
蛇形管省煤器、空气预热器、对流管束系列、通用输送机械系列


一种是钟罩式大风帽,再者是“7”字形导向风帽,当然还有其它一些不同类型的风帽,
如伞状、柱状等等。小风帽的特点是风帽孔径较小,布风均匀性较好,
但因其设计间距过小而导致的磨损现象较普遍,再加上国内流化床的煤粒度一般都是宽筛分的,
此磨损现象尤为严重。另外,送风压在运行中会产生波动,导致床料回返至风室的现象,
而床料回返至风室中以后更会加重对风帽内腔和出风孔部位的磨损,返回的床料积攒多了也会阻碍送风通流,
严重危及锅炉的运行。大风帽的特点是风帽孔径较大,达到临界流化以后湍流强度较大,
其设计间距较大因此能有效避免风帽对吹而引起的磨损,又因其一般采用迷宫式设计,
所以基本没有床料回返至风室的现象。一般大风帽的使用寿命相对比较长一些。


东腾特钢有限公司坚持科学管理,贯彻实施绩效评价准则,建立大质量概念下的质量标准体系,持续改进经营管理模式,提高顾客对 西藏林芝炉排片满意度,竞争力。引进先进管理思 想和方法。在 西藏林芝炉排片行业打造了完善的信息化管理平台,提高了决策水平、管理效率和质量。坚持“满足并努力超越顾客的所有需求”的质量方针,追求顾客满意。


