


联系我们

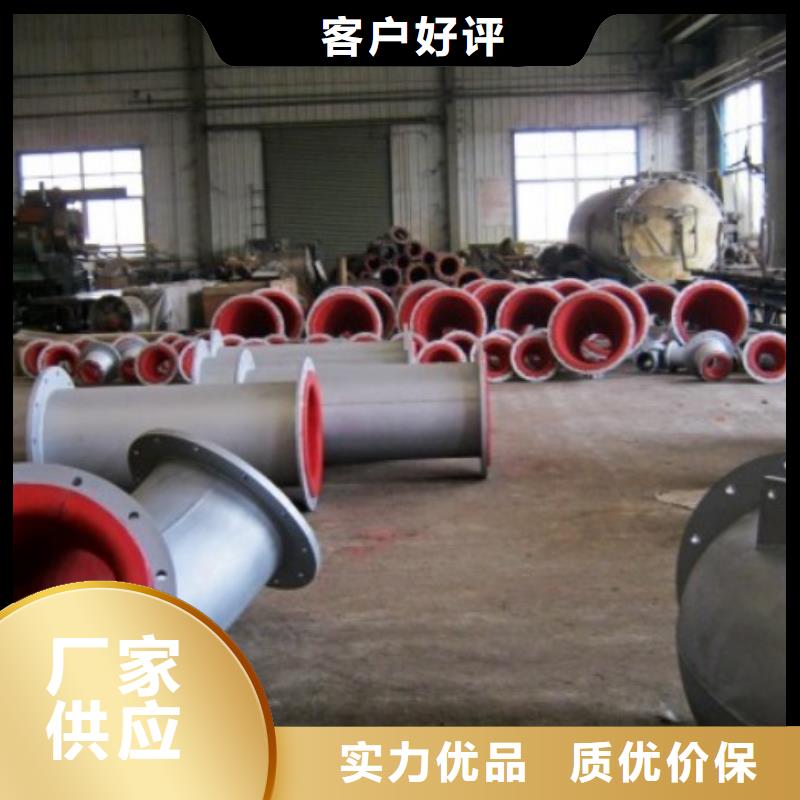
耐碱管道衬胶管道定做
更新时间:2024-11-17 02:00:08 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
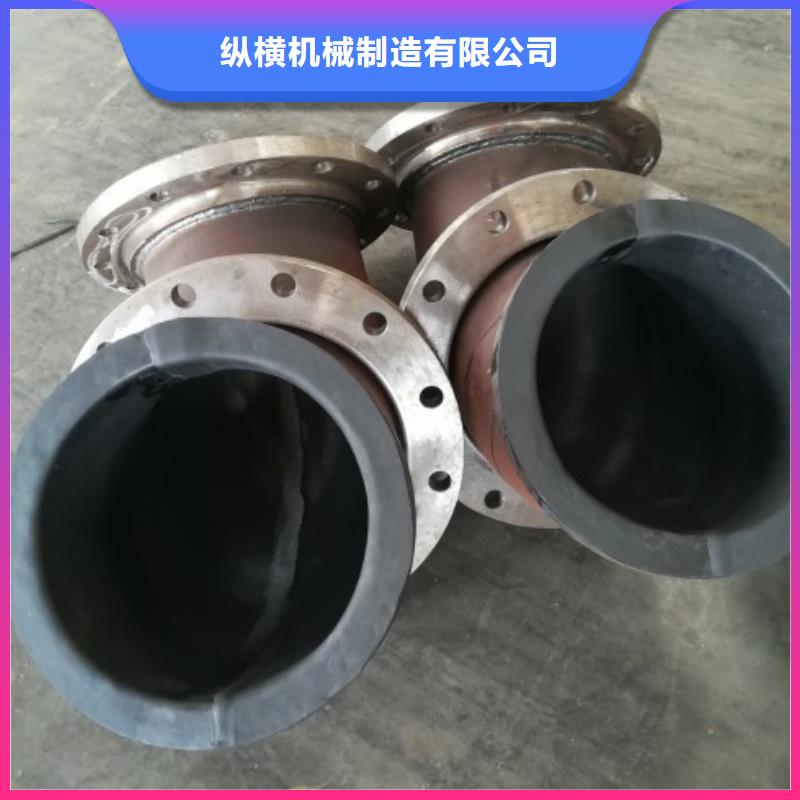
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |




衬胶管道施工步骤:
1) 由于管道内壁及法兰面需衬胶,打磨精度要求高;
2) 成品管二次安装时,由于内壁已衬胶,不得在管道及设备上动火、加热、敲打;
3) 法兰面衬胶处容易受到损坏,运输、吊装保护困难;
4) 管道法兰连接,且穿过楼板孔洞,组对困难。
5) 调整段位置选择正确、预留量适宜,过长浪费材料。
由于衬胶管道需进行二次安装、水压试验时的一次连接组对,共三次相连,螺栓有三次紧固,人工使用量大,必要时,采用气动扳手进行紧固。


衬胶脱硫管道是在其内壁按一定的工艺要求贴衬耐腐蚀橡胶板,经硫化成型。但在衬胶工艺上,管道不能完全按一般热硫化橡胶衬里的方法进行施工,必须严格按照硫化橡胶衬里的技术要求施工,才能确保施工质量。
内衬硫化胶板衬胶管道工艺
(一)衬胶脱硫管道内衬橡胶预硫化的施工特点
(1)施工下料要求尺寸精准,胶板硬度较高是因为已硫化过,弹性较大,失去了未硫化胶板的可塑性。胶板的变形都是弹性延伸的结果,如果变形较大会影响粘接性和耐腐蚀性。所以施工下料时要求尺寸准确。
(2)不用高温硫化 由于胶板已硫化好,衬胶后不需再行硫行,所以应选用自然硫化的胶黏剂,施工较简单。衬胶时不能套用热硫化衬胶方法,如用针刺破气泡放气法等。
(3)粘结强度能满足要求预硫化胶板与钢板采用常温自然硫化的胶黏剂黏合时,其粘结力一般低于热硫化的粘结力,能完全满足使用要求。由于预硫化胶衬里后不经热硫化,衬胶时不能暴露常见的起泡、脱层等现象,因此对影响衬胶粘结性的温度和湿度条件更要注意。施工温度为20~25℃,相对湿度不大于70%。
(4)严格控制胶黏剂的配比常温硫化的胶黏剂,-般为多组分,使用时要注意控制各组分的配比,严防漏加硬化剂。
(5)现场施工注意事项:衬管(罐)壁时,由上往下成竖行地进行贴胶,应用此法胶板展开时不易带褶纹,同时便于赶压时排出金属和胶板问的空气。胶板问可采用对接或搭接两种方法衬贴。施工中,多数情况下采用搭接的形式。若采用对接形式时,坡口要对好,对搭l一2mm。衬完第二层后,在接缝处衬一层2mm厚、宽30一40mm的盖胶条,以保证接缝严密和增加一道防护措施,阻滞腐蚀介质沿缝渗透。
(6) 检查和修理预硫化丁基板具有导电性,不能用火花检测仪试漏。每衬完一块胶板都要仔细检查,检查的方法是用目测、木锤敲击进行检测。观察是否有气泡、脱层、翘边、漏压等现象。对直径 >5mm的气泡要用针头放气,针孔要用环氧腻子抹死。于24h后打平。衬第二层放气后的针孔要加盖胶板经过硫化工艺,管道制作要求,材料标准,操作资质,以及管件的编号,设计与加工要求,橡胶的选材,橡胶衬里的要求,材料选择的厚度,法兰面的连接,至 一道工序,包装和标签,每一步骤都严格按着企业要求精益求精。
通过以上介绍,相我们对衬胶管道应该有了初步的了解,从行业标准,衬胶管道的种类,衬胶管道的施工工艺,衬胶管道适用范围广,市场需求量大,生产标准极其严格,我们了解以上内容后,对我们更进一步的了解衬胶管道行业标准也会有很大的帮助。



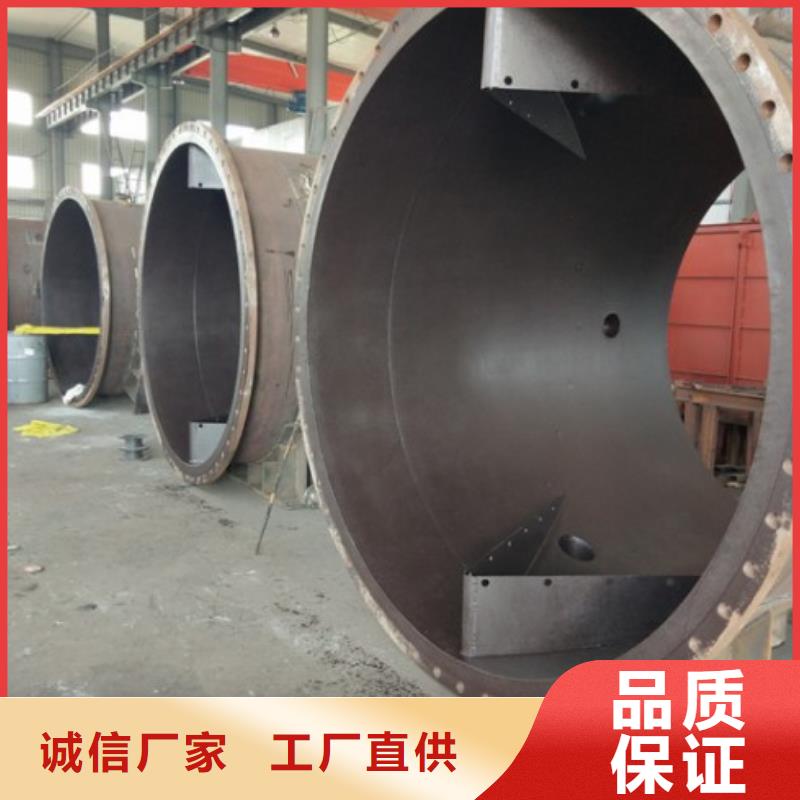
电厂脱硫丁基胶衬胶管道,是一种外部以钢或者硬质结构为管道骨架,内衬耐磨、防腐以及耐高温的丁基橡胶作为衬里层,通过丁基橡胶自身物理和化学性能从而降低了管路输送介质对外部结构的作用如冲击力、腐蚀等。
电厂脱硫丁基胶衬胶管道的特点:
1、结构优良:
2、耐腐蚀性能优良:
3、耐磨蚀性能优良:
4、强度高、抗冲击性高:
5、适应性强:
6、温度适应范围广
7、抗老化性能优越使用寿命长:
电厂脱硫丁基胶衬胶管道在正常压力、温度、介质使用下一般使用寿命到15年以上(理论值)。管道使用6--8年后近90°转动一次,使用寿命会更长。


脱硫衬胶管道及设备内外衬胶生产各项检验
1.作业时空气湿度<70% ,避免阳光直射,无灰尘,保持洁净。
2.胶板检查
(1)胶板厚度检查,必须符合图纸要求的厚度,以正公差为好。
(2)胶板表面检查,没有印痕、凹坑,表面平整。
(3)电火花检查,在工作台上检查胶板是否有渗点,若有,要按工艺要求修复后,再检,直至合格。严重缺陷情况下要报废。
3.根据所衬部件的几何尺寸,准备好要衬的胶板。
4.设备内刷丁基胶浆两遍,胶板上刷胶浆一遍。
5.经触指检查,确认胶浆干后,把胶板衬在设备上,用压滚把空气滚压干净,要求表面平整,搭缝平直,搭缝宽度≥15 mm,角部衬胶一定要衬得光滑平整。
6.中间检查,衬胶全部结束后要进行以下质量检查:
(1)电火花检查,以3 000 V/mm检查, 无渗点。
(2)胶板厚度检查,用测厚仪测厚度是否达到图纸要求。
(3)气泡检查,检查衬胶层、搭缝是否有漏压处,是否有残留空气在胶层内。
(4)外观检查,表面的平整度好,搭缝平直,凹点补平。
7.衬胶全部结束后,把人孔、接管口适当封一下,减少灰尘进入设备。
8.衬胶设备必须放置24 h后才能硫化。


纵横机械制造有限公司生产员100余人,其中工程技人员50人,厂房面积11000平方米,同时在全国各地设有分公司和销售服务网点,确保在 西藏林芝钢衬塑管道售前、售中、售后为合作伙伴提供全套 西藏林芝钢衬塑管道解决方案。

