

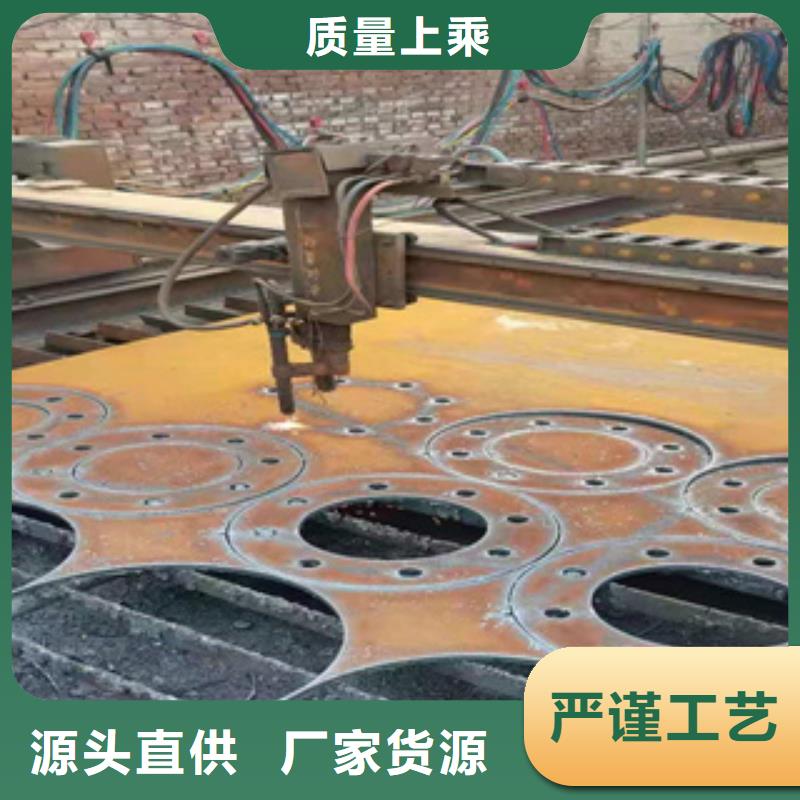
以下是:MN13耐磨板可切割加工的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
| 材质 | NM400 NM450 NM500 NM360 MN13 |
以下是:MN13耐磨板可切割加工的图文视频



【导语】:MN13耐磨板可切割加工,鑫邦源特钢有限公司为您提供MN13耐磨板可切割加工的资讯,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:聊城经济开发区钢管城2排5号发货到山东省 临沂市 兰山区、罗庄区、沂南县、郯城县、沂水县、苍山县、费县、平邑县、莒南县、蒙阴县、临沭县。 山东省,临沂市 2022年,临沂市生产总值5778.5亿元,同比增长4.2%。
准备好领略MN13耐磨板可切割加工产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:MN13耐磨板可切割加工的图文介绍
鑫邦源特钢有限公司位于经济开发区钢管城2排5号,主要生产 山东临沂合金钢管等。公司以诚信为准则,以质量为根本,用心服务好每一位客户!大量库存,现货充足,下单咨询产品规格符合即可发货。您购买的产品在物流到达您的城市内,会及时通知您取货,请您当场验收,检查件数是否与物流单对应,以及产品是否损坏确认好后再签收货物,如发现货物有丢失和损坏,请当场与我们联系。


这种大裂纹有可能深入母板之中,造成较大的危害性。在焊接电流为600~700A情况下,母板的熔深约为2~4mm,熔深层已渗入碳与合金元素,故不再为韧性金属。一般堆焊复合耐磨板的母板厚度为10mm,堆焊后的实际韧性区金属约减小20~35%,如果表面裂纹越过熔深层向下继续延伸,势必造成母板强度的降低,更为严重者会造成复合耐磨板的断裂。 研究表明,堆焊层的裂纹数量越多,越细小,分布越广,则焊接应力释放的越,母板焊后变形越小,应用中越。另外,复合耐磨板的表面若是没有裂纹或很少的裂纹,则视为不合格产品,这是因为堆焊层表面硬度和耐磨性没有达到要求。 焊接是一种使复合耐磨板之间形成 性连接的加工工艺和,在多种焊接方法中,以熔化焊的应用为广泛,而熔化焊中,主要的就是电弧焊。电弧焊以电极和母材之间产生的电弧作为热源的主要来源,来熔化耐磨板与母材,在母材上形成熔池,冷却后形成焊缝。 因此作为电弧焊的主要热源,电弧对于电弧焊有着至关重要的作用。电弧性指的是电弧在焊接过程中保持燃烧而不发生断弧、磁偏吹等现象的程度。燃烧的电弧具有熔滴过渡过程平稳,电弧弧长变化小,短路飞概较少等优点,所焊焊缝熔深、熔宽、余高都比较合适,焊缝成型美观,焊接质量高。



但焊接熔池结晶与一般的钢板结晶相比有如下特点。熔池体积小,冷却速度快焊接熔池的尺寸形状取决于焊接方法、耐磨衬板热物理性质和工艺参数,典型的熔池形状是一个半椭球状。一般焊接电流增大时,熔池的深度随之增大,而熔宽相当减小;焊接电弧电压增大时,熔深减小而熔宽相对增大。 焊接速度增大时,整个熔池体积减小,并呈细长状。焊接热输入增大时,熔池长度也随之增大。除了电渣焊外,一般焊接方法的熔池质量不超过100g,体积是很小的;而且熔池周围又被冷金属包围,因此熔池的冷却速度快,平均冷却速度约为4-100℃/s。 熔池温度分布不均匀,液态金属处于过热状态熔池前部和中心处于过热状态,发生耐磨衬板的熔化;熔池后部温度较低,熔池底部接近耐磨衬板的熔点。熔池的平均温度一般超过钢板的熔点200-500℃。焊接热输入越大,熔池的平均温度越高,熔池的过热度越大。 熔池处于不断运动状态,熔池存在时间短焊接熔池中的液态金属始终处于运动状态。由于熔池随热源作同步运动,熔池前部熔化的同时,熔池后部也在凝固。即熔池各部位或整个熔池停留于液态的时间极短,熔池凝固速度是相当快的。


DT合金的可锻性优于其他硬质合金,可锻温度较宽,热塑性较好。锻造工艺为:700~800℃预热,1150~1200℃始锻,850~900℃终锻。在、二次锻打时,力求轻拍快打,进行镦粗,滚圆。每次锻打变形量控制在5%左右,须变向进行十字交叉锻打,以求锻透。 冷作双金属耐磨板的成形加工和热处理工序安排对耐磨板的质量也有很大影响,在制订和实施热处理工艺时,必须予以考虑。通常冷作双金属耐磨板造工艺路线有以下几种:一般成形冷作双金属耐磨板造工艺路线:锻造球化退火机械加工成形淬火与回火钳修装配。 成形磨削及电加工冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工淬火与回火精加工成形钳修装配。复杂冷作双金属耐磨板造工艺路线:锻造球化退火机械粗加工高温回火或调质机械加工成形钳修装配。在热处理工序安排们还要注意以下几点:对于位置公差和尺寸公差要求严格的耐磨板,为热处理变形,常在机加工后安排高温回火或调质处理。 对于经线切割加工的双金属耐磨板,由于线切割加工破环了淬硬层,增加淬硬层脆性和变形开裂的危险性,因而,线切割加工之前的淬、回火,常采用分级淬火或多次回火和高温回火,以使淬火应力处于状态,避免耐磨板在线切割加工时变形、开裂。



【总结】:MN13耐磨板可切割加工,鑫邦源特钢有限公司专业从事MN13耐磨板可切割加工,联系人:颜经理,电话:15275839870、15963170288,QQ:1143544302,发货地:经济开发区钢管城2排5号,以下是MN13耐磨板可切割加工的详细页面。














