




产品视频展示,助您洞悉规格全的球墨铸铁22.5°双承弯管供应商产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
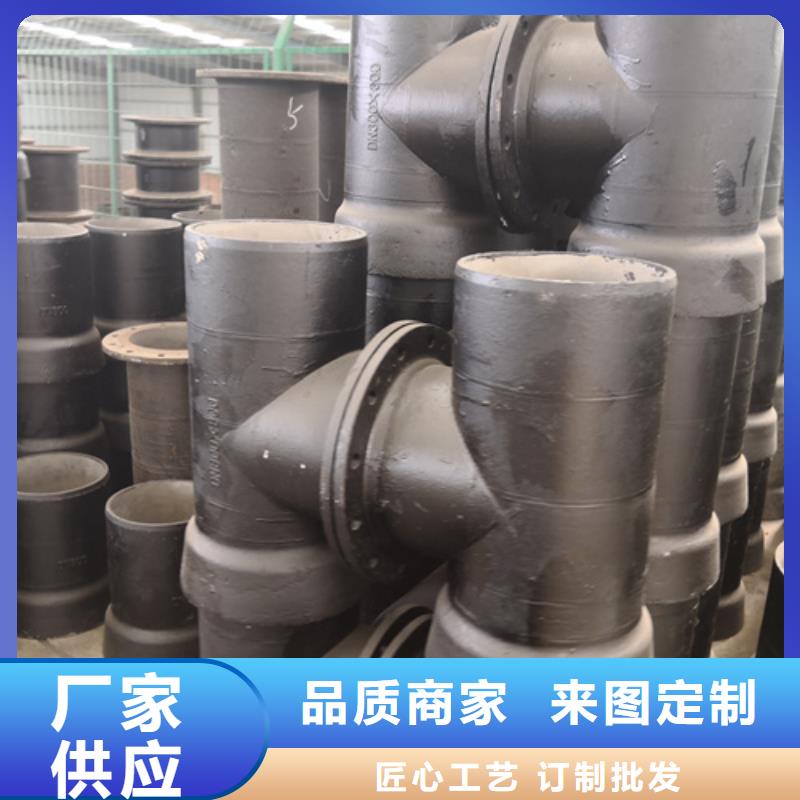
以下是:规格全的球墨铸铁22.5°双承弯管供应商的图文介绍

鹏瑞管业有限公司新品研发能力、生产加工能力、 山东临沂球墨铸铁管厂家产品供货速度、客户服务质量,在国内处于较高水平, 山东临沂球墨铸铁管厂家产品在市场上树立了好的口碑,赢得客户认可。并通过完善的生产、销售、售后一体化,打造了客户的满意度,多年来赢得了广大客户的认可,使企业得到了市场的成功和稳健的发展。 关注客户需求,改善客户体验,成就伙伴共赢。我们愿和您共同打造美好未来!


球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。内壁喷锌,水泥沙浆防腐材料等密封性能好。橡胶圈密封部位受到挤压 后,可与球墨铸铁管 球墨铸铁管件承口内表面和插口外表面紧密接合,从而获得充分的气密性和水密性。具有可挠性。橡胶圈具有弹性,使球墨铸铁管承口具有可挠性管道可以很好地适应地基的 少许沉降或震动。伸缩性良好。可以很好地吸收由于温度变 化引起的管道伸缩,无需伸缩接头。球墨铸铁管件是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。



山东聊城鹏瑞管业销售:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、球墨井盖和球墨篦子铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行"质量"的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。山东鹏瑞管业公司专业生产球墨铸铁管件采用先进的真空消失模生产工艺。ISO2531DN80-DN1200的各种管件。还可根据用户需要生产各种异型球墨铸铁管件,各种机械配件以及国标出口管件。球墨铸铁管年产10万吨,球墨铸铁管件年产10000吨。



球墨铸铁管敷设施工工艺标准球墨铸铁管敷设施工工艺标准适用范围适用范围本标准适用于一般室外燃气管道,工作压力不大于城镇管道安装。不适用于液化石油气管道。施工准备施工准备材料球墨铸铁管管材及管件应符合现行标准《离心铸造球墨铸铁管》和《球墨铸铁管件》的规定。管材必须有合格,且批量、批号相符。检查管材、管件外形尺寸是否符合允许偏差且无损坏、无裂缝等。橡胶圈(环)应形体完整、表面光滑,无老化、变形、扭曲现象。管口密封、润滑材料应使用合格产品,并有合格证。球墨铸铁管管材、管件运输管材、管件搬运和长途运输时要妥善捆扎,每根管子捆扎不应少于个部位,管材两端要严加保护,防止受到振动和撞击。管材、管件在装卸过程中,应轻起轻放,严禁碰撞。管材宜采用机械装卸,当采用人力装卸时,对管材不得任意拖拽或抛摔,严禁管材自由滚落,禁止野蛮装卸。球墨铸铁管管材、管件存放应将管材卸在靠近安装现场不影响土方开挖的地段,减少二次搬运,有条件时一次入槽,沿沟槽一字排放。堆放场地必须坚实平坦,不同规格的管材、管件应分别排放。管材应平放在地面上,并应采用软质材料支撑,离地面距离不应小于,支撑物必须牢固,直管道等长物件应做连续支撑。管材可分层堆放,并捆扎、支撑牢固。当≤时堆放不宜超过三层;工艺流程下管→清理管口→清理胶圈、上胶圈→安装机具→在插口外表面和胶圈上刷润滑剂→顶推管子使之插入承口→检查操作方法清理管口:将承口内的所有杂物擦洗干净。清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。在插口外表面和胶圈上涂刷润滑剂:将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。下管:应按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已清理的管子部位再次污染。顶推管子使之插入承口:在安装时,为了将插口插入承口内较为省力、顺利。首先将插口放入承口内且插口压到承口内的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人可在管承口端用力左右摇晃管子,直到插口插入承口全部到位,承口与插口之间应留左右的间隙,并保证承口四周外沿至胶圈的距离一致。管件安装:由于管件自身重量较轻,在安装时采用单根钢丝绳时,容易使管件方向偏转,导致橡胶圈被挤,不能安装到位。因此,可采用双倒链平行用力的方法使管件平行安装,胶圈不致被挤。也可采用加长管件的办法,用单根钢丝绳进行安装。检查:检查承口插口的位置是否符合要求(用钢板尺伸入承插口间隙中检查胶圈位置是否正确到位)。