
想要更直观地感受10加4复合耐磨板厂家电话产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:10加4复合耐磨板厂家电话的图文介绍


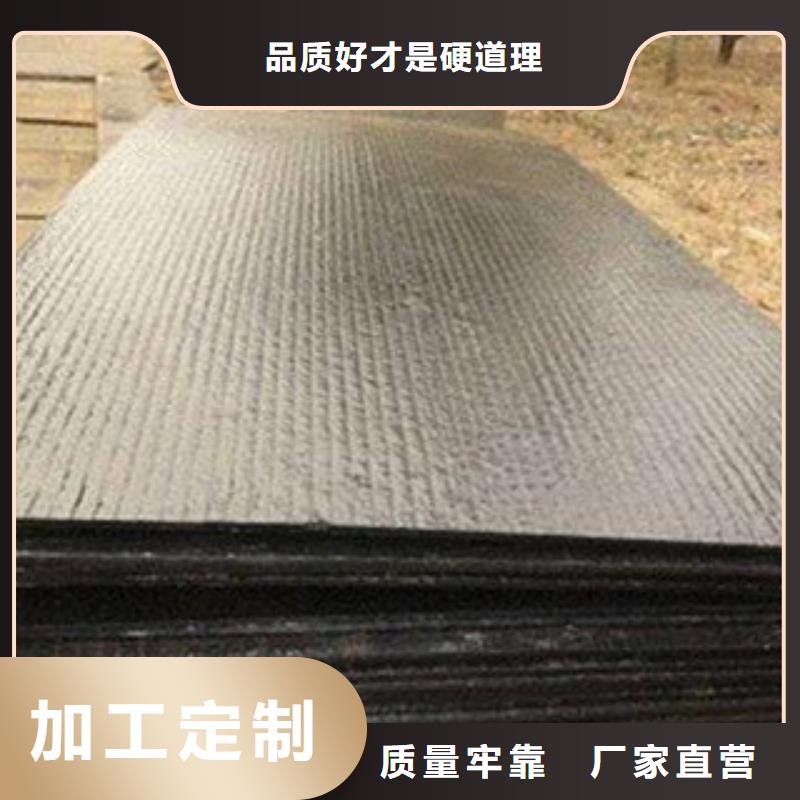
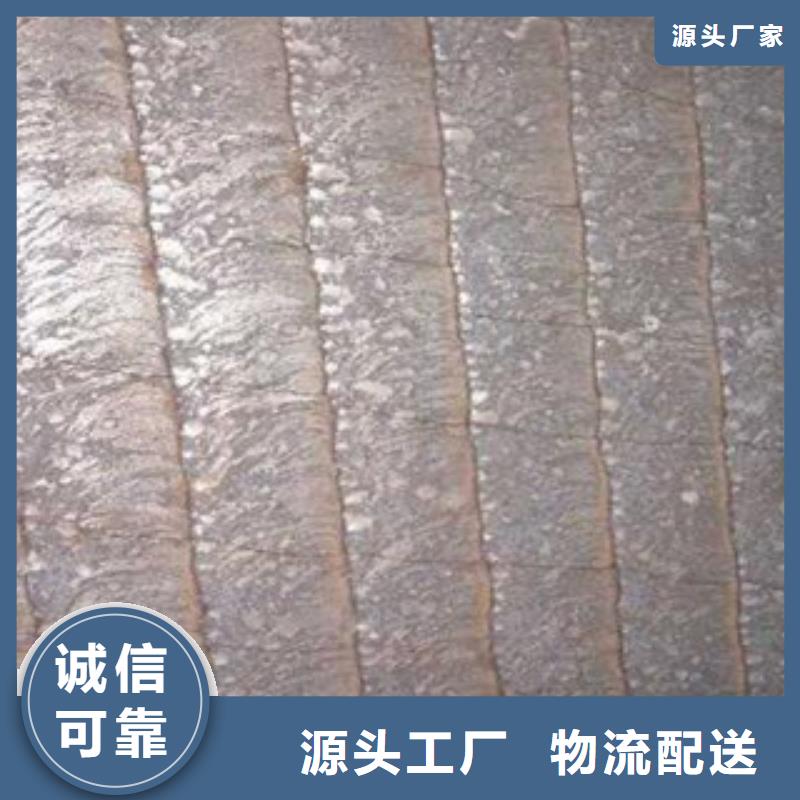
复合耐磨板由基板和合金耐磨层两部分冶金结合组成,合金耐磨层一般为总厚度的1/3~1/2。耐磨层的基体是冶金结合,用专用高硬度明弧药芯焊丝均匀地复合一层至两层以上,复合过程中,由于应力的释放,在表面会产生均匀的横向裂纹。采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基板上,复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是复合耐磨板的特点。
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!



但是,由于碳氢基团的热解吸以及结构的重组降低了薄膜的厚度,并且热解吸还导致薄膜的疏水性能降低。其次真空热处理降低了薄膜的漏电流,并且使SiCOH/Si界面的界面态发生改变。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。
(1)焊接方法。复合耐磨板对过热十分敏感,因此宜采用焊条电弧焊和TIG焊等焊接热输入较低的焊接方法,也可以MIG和埋弧焊,电渣焊与气焊引起晶粒粗大,不宜采用。
(2)焊接材料的选用。复合耐磨板焊接可以采用同质焊接材料,也可采用异质焊接材料。前者的化学成分应与母材相近,后者主要是奥氏体钢型焊接材料,通常用于不允许进行预热或焊后热处理的场合,对于要求耐高温腐蚀和抗氧化的焊接接头,应优先使用同质材料。
(3)焊接热输入。复合耐磨板的突出问题是接头脆化,主要原因之一是过热区晶粒长大。长大程度取决于接头所达到的 温度及其停留时间。为了避免在高温下长时间停留而导致粗晶和σ相析出脆化,应采用尽可能低的热输入。

高硬度堆焊耐磨衬板成型后的性能是非常优异的,不容易受到外界因素的影响,但是产品在轧制过程中却经常会产生一些缺陷,从而影响产品的质量,使得它的性能得不到更好的发挥。今天我们将详细介绍一下高硬度堆焊耐磨衬板轧制中缺陷的各种表现及原因,在后期的操作中尽量避免。
高硬度堆焊耐磨衬板在轧制过程的产生缺陷有很多种,比如原料缺陷、表面斑迹缺陷、高硬度堆焊耐磨衬板形缺陷、边部缺陷等,这样说也许大家不容易理解,其实就是会产生一些气泡、划伤、变形、黑斑等等。其中产品变形,主要是因为设备负荷分配不均衡、机架间张力设定不良、工作辊辊型不合理等因素引起的。
高硬度堆焊耐磨衬板在轧制过程的产生缺陷有很多种,比如原料缺陷、表面斑迹缺陷、高硬度堆焊耐磨衬板形缺陷、边部缺陷等,这样说也许大家不容易理解,其实就是会产生一些气泡、划伤、变形、黑斑等等。其中产品变形,主要是因为设备负荷分配不均衡、机架间张力设定不良、工作辊辊型不合理等因素引起的。


3.很好的耐温性能
复合耐磨板合金碳化物在高温下有很强的稳定性能,复合耐磨板可以在500℃内使用,其他特殊要求温度可以定制生产,能够满足1200℃以内条件下使用;陶瓷、聚氨脂、高分子材料等采取粘贴方式耐磨材料无法满足如此高温要求。
4.很好的连接性能
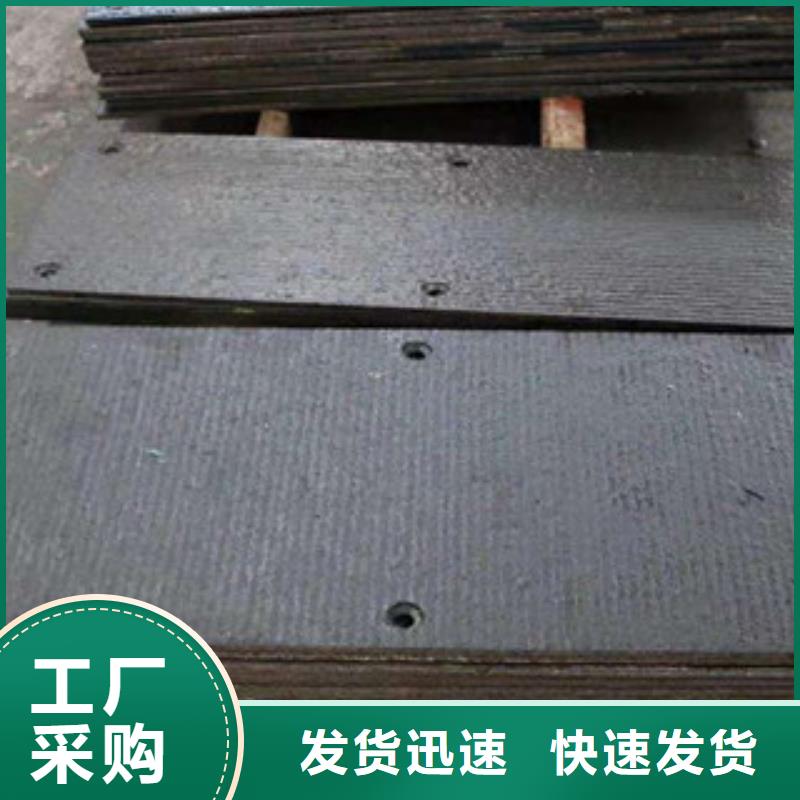
复合耐磨板基材是普通Q235钢板,保证复合耐磨板具有韧性和塑性,提供抵抗外力的强度,可以采取焊接、塞焊、螺栓连接等多种方式和其他结构进行联系,连接牢固,不容易脱落,连接方式多于其他材料;
5.很好的选择性能
复合耐磨板选择不同厚度基材,堆焊不同层数和厚度的合金耐磨层,可以得到不同厚度和不同用途的钢板, 厚度可达到30㎜以上;



您的满意是我们的追求,鑫铭万通商贸有限公司将竭诚为您服务!
公司宗旨:为客户创造价值,为员工创造机会,为社会创造效益。
公司使命:为客户解决“减少人工,降低成本,提率,品质”及提高国内 山东聊城锅炉管研发水平和广泛应用为使命。
品牌定位:努力打造 山东聊城锅炉管行业的标杆品牌。
质量方针:创新是根本,质量是生命。
管理理念:以人为本,科学管理。
企业精神:诚信、务实、开拓、创新。


在防腐作业时如采用环氧树脂玻璃布进行防腐,外焊缝余高大,将使焊趾处不易压牢。同时焊缝越高则防腐层就越应加厚,因标准规定防腐层的厚度是以外焊缝的顶点为基准测算的,这就加大了防腐的成本。
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状
1.3 外焊缝余高过大对水压扩径后的管形有影响
埋弧焊双金属复合衬板在水压扩径时,是通过内腔与双金属复合衬板扩径尺寸一致的左、右2部分外模将双金属复合衬板包住的,因此,焊缝的余高过大,在扩径时焊缝承受的剪应力就大,焊缝2侧就易出现“小直边”现象。但经验证明,当外焊缝的余高控制在2mm左右时,水压扩径时不会出现“小直边”现象,管形不会受到影响。这是因为外焊缝的余高小,焊接接头所承受的剪应力也小。只要这种剪应力在弹性变形范围内,卸栽后产生回弹,管子就会恢复原状


