


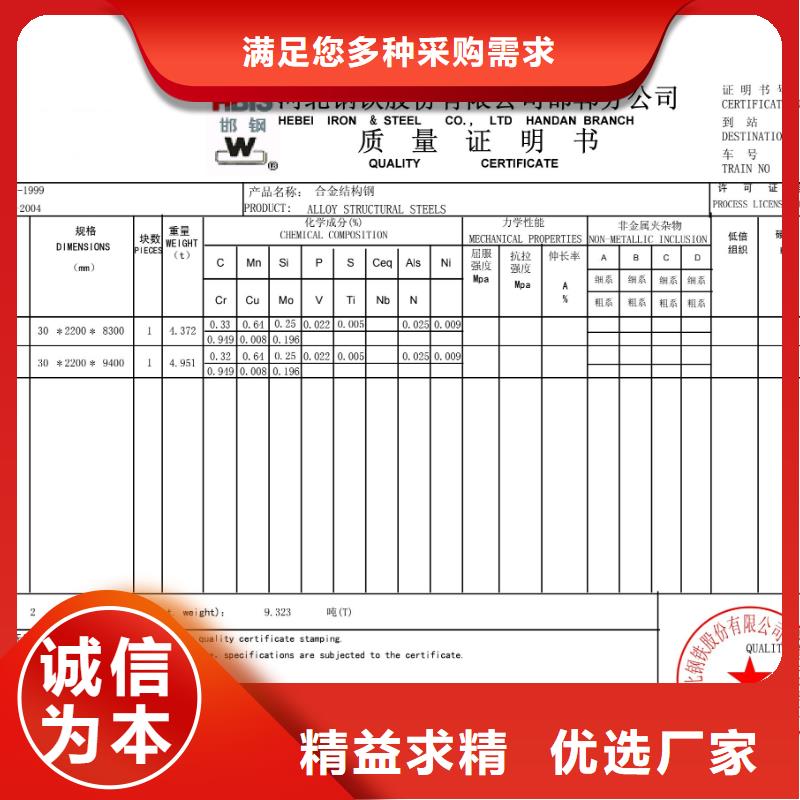


12Cr1MoVg化学成分
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
C 碳 Si 硅 M锰 P≤ 磷 S≤ 硫 Cr 洛 Mo 钼 V 钒
≤0.08~0.18 0.17~0.37 0.4~0.7 0.035 0.03 0.9~1.2 0.25~0.35 0.15~0.3
力学性能
钢板厚度/mm 抗拉强度
屈服点
σ 伸长率
δ5(%) 常温冲击吸收功J 时效冲击韧度
(J/cm2) 弯曲180°
d—弯心直径
a—钢板厚度
≥
6~≤16 ≥440 245 19 31 d=3a
>16~≤100 ≥430 235 19 31 d=3a
12Cr1MoVg产品可供规格
6X1500XC 8X(1500—2200)XC 10X(1500—2200)XC
12X(2000—2500)X8000—10000 14X(2000—2500)X8000—10000 16X(2000—2500)X8000—10000
18X(2000—2500)X8000—10000 20X(2000—2500)X8000—10000 25X(2000—2500)X8000—10000
30X(2000—2500)X8000—10000 32X(2000—2500)X8000—10000 35X(2000—2500)X8000—10000
40X(2000—2500)X8000—10000 45X(2000—2500)X8000—10000 50X(2000—2500)X8000—10000
55X(2000—2500)X8000—10000 60X(2000—2500)X8000—10000 65X(2000—2500)X8000—10000
70X(2000—2500)X8000—10000 75X(2000—2500)X8000—10000 80X(2000—2500)X8000—10000
85X(2000—2500)X8000—10000 90X(2000—2500)X8000—10000 95X(2000—2500)X8000—10000
100X(2000—2500)X8000—10000
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然



用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造,除保证化学成分和机械性能外要做,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。江阴鲁宝管业有限公司提供无缝管理论计重方式: 管理论计算公式: (外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量{公斤}
| 产品名称 | 现货材质 | 执行标准 | 现货规格 | 产品应用 |
| 合金管 | 12Cr1MoVG 12CrMoG 15CrMoG 12Cr2Mo<A335P22> Cr5Mo<A335P5> Cr9Mo<A335P9> 10Cr9Mo1VNb<A335P91> 15NiCuMoNb5<WB36> 12Cr2MoWVTiB<钢研102> | GB5310-1995 GB6479-2000 GB9948-2006 DIN17175-79 ASTM SA335 ASTM SA213 JISG3467-88 JISG3458-88 | ∮8-1240*1-200 | 适用于石油、化工、电力、锅炉行业用耐高温、耐低温、耐腐蚀用无缝钢管 |


立兴金属制品有限公司自成立以来,一直专注于【四川乐山42crmo钢板】,精品、创新是我们不断追求的目标。




1、钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称"火焰切割")、等离子切割和激光切割。
2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。
3、高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。其 切割速度取决于钢板等级和厚度
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效切割参与应力(低温回火工艺;保湿时间安5min/mm)
对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然
降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。
切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。软化风险的 的办法是冷切割,例如水射流切割。若必须使用热切割,则有限选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来楞伽钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:
切割热影响区小;
防止整个工件的硬度降低;
减少切割工件变形;
切割后可以直接对工件进行冷却。
天津立兴金属制品有限公司022-26801886 13602061168 宋嫣然


