



为了展现不锈钢桥梁景观护栏型号齐全产品的优势,我们呈现了制作的产品视频。几分钟的沉浸,将让您对这款产品有更深入的了解。
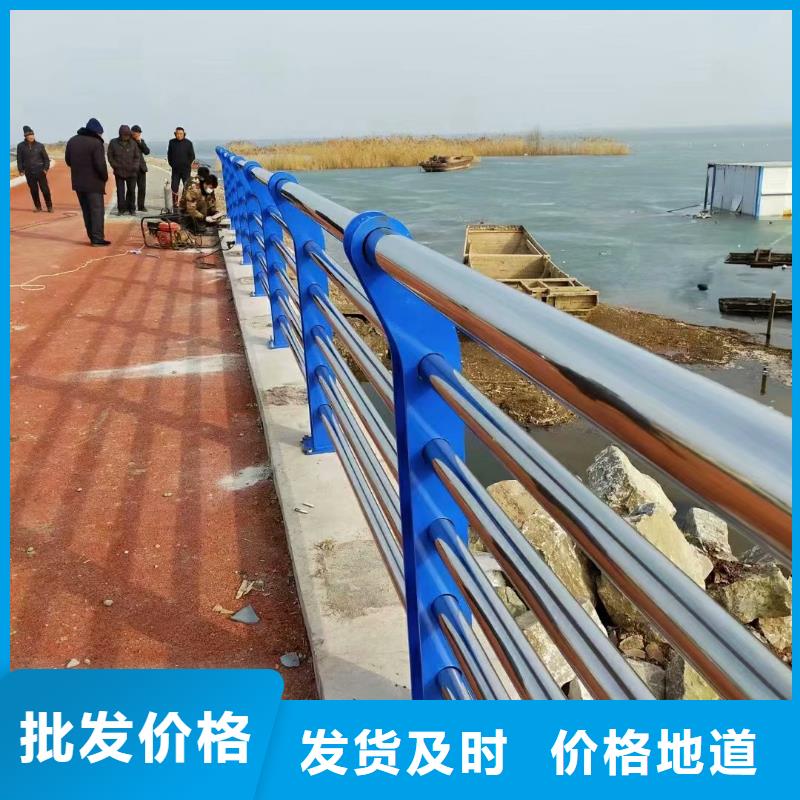
以下是:不锈钢桥梁景观护栏型号齐全的图文介绍

不锈钢复合管的耐腐蚀性主要是因为在钢中添加了较高含量的Cr元素(如316L W(Cr)=1 6.00~18.00),Cr元素易于氧化,能在不锈钢复合管的表面迅速形成致密的Cr2O3氧化膜,使不锈钢复合管的电极电和在氧化介质中的耐蚀性发生突变性提高,不锈钢复合管的耐腐蚀性能主要依靠表面覆盖的这一层极薄的(约1mm)致密的钝化膜,这层钝化膜与腐蚀介质隔离,是不锈钢防护的基本屏障,如果钝化膜不完整或有缺陷被破坏,不锈钢仍会被腐蚀。根据加工工艺的不同,不锈钢复合管桥梁护栏立柱也可以分为管材立柱、单片立柱和整体成型立柱。立柱多重多样,可以简单的分为单片型和整体型的。单片型的,是指由单片的钢板切割而成的,直接焊接在地面预埋钢板上面,在立柱片上面打孔,和护栏片焊接在一起的。优点是加工简便,生产周期短,价格低廉;缺点是需要现场施工焊接,施工周期比较长,而且后期需要再次进行表面处理。整体型的,是指有两片或者两片以上的钢板,或者套管焊接而成的一个整体的立柱,生产周期较长,成本稍高一些,但是施工简单,可以直接用螺栓固定在底预埋钢板上面,施工周期短,不需要进行后期的表面处理,而且立柱比较牢固,不容易被破坏。


不锈钢复合管的 焊后清理焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。3.10 焊接工艺评定当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。



