






热成型直接成型工艺的优点
(1)在一组模具中成型和淬火片材,这节省了预成型模具的成本并加速了生产节奏。
(2)在加热板材之前,它是一种扁平材料,不仅节省了加热区域的面积以节省能源,而且可以选择各种加热方法,例如,可以使用感应加热炉用于加热。热成型直接成型工艺的缺点是难以形成车载部件的复杂形状,模具冷却系统设计的复杂性以及增加激光切割设备的需要。
目前,用于汽车的热成型高强度钢板被广泛用作含硼合金钢。热成形后硼钢的屈服强度应达到900MPa以上,抗拉强度应达到1500MPa,伸长率应超过6%,硬度应达到45HRC。以上



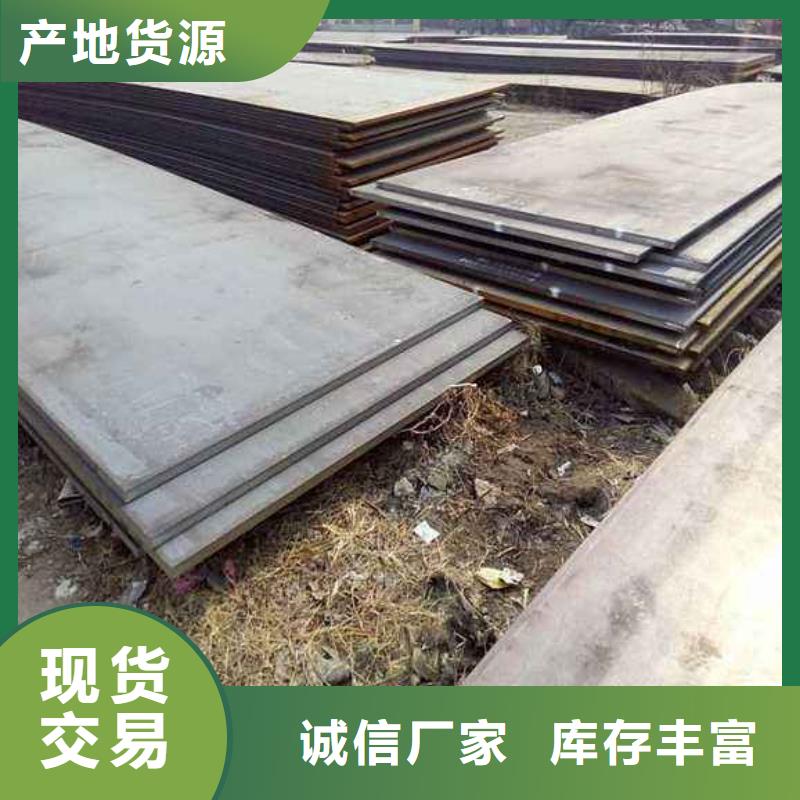
复合耐磨板的运用冷拉率或者冷拉应力叫做双控。冷拔的过程中单纯只依赖冷拉率或者冷拉应力叫做单控,单控的长处是操纵简朴,但是对于材质不平均的钢板来说,逐根试验不可能达到,从而也不能保证质量。关于实验测定的要求:批次同炉灶的测定试件,数目不能少于四个,每个试件都要经由冷拉力测定出相应的冷拉率,该批耐磨板的实际冷拉率就是试件的均匀值,控制应力在冷拔时已经达到了,假如冷拉率没有超过答应值的情况下,可以认定为合格
在使用冷拉控制复合耐磨板时,要经由试验来确定控制值,而对于预应力耐磨板一定要采用双控方式,采用双控则可以很好地解决这方面的问题。如果耐磨板具有较高的强度,均匀冷拉力低于1%时,冷拉时也要按照1%的冷拉率进行控制。假如冷拉率已经达到了答应值,但是冷拉应力还没有达到控制应力,这种情况下的钢板要降低强度使用。


涌华金属科技有限公司在 甘肃兰州耐厚板行业有着十余年的生产经验,我们坚持以诚信为根本、以质量赢市场、以信誉做基石,用心对待每一位客户,竭诚为您服务,让您买着放心,用着舒心。



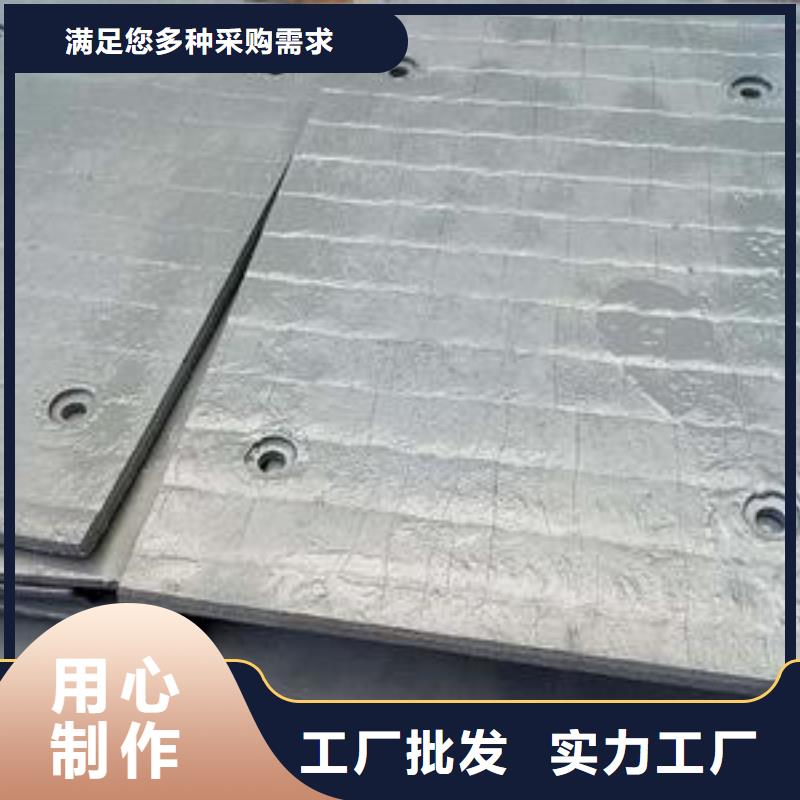
高抗磨损性能:全自动的数控堆板设备,不依赖人工的焊接技术,生产出完全合格的高质量产品,特殊的全自动焊接技术使耐磨层的铬含量控制在28%以上,硬度在58-62之间,充分保证我们的耐磨层有持续良好、均衡的耐磨性。经冶金、水泥等行业的磨损试验,证实耐磨复合钢板耐磨层的耐磨性相当于同等厚度的16Mn板的30倍以上
A、可在>5mm厚度的基板堆焊4、6、8、10mm等厚度的耐磨层,耐磨层 厚度可达30mm.
B、可提供3400*1400mm,3500*1400mm,3500*2100mm的标准版.
