
产品视频展示,助您洞悉玻璃钢夹砂管【玻璃钢化粪池】一手货源产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
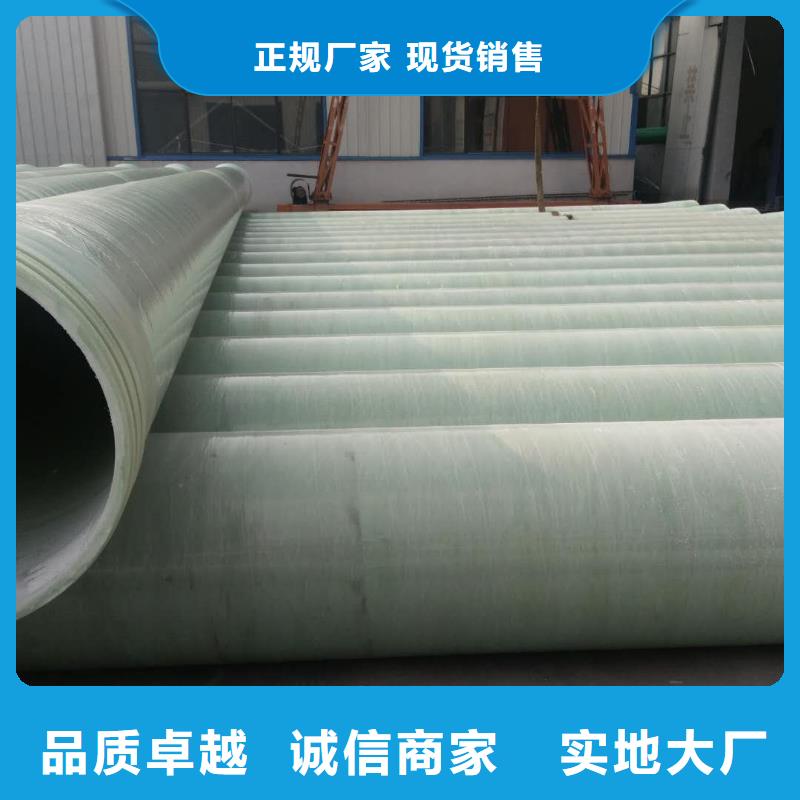
以下是:玻璃钢夹砂管【玻璃钢化粪池】一手货源的图文介绍

冀鳌玻璃钢制品 有限公司长期经营(河北廊坊) 本地 河北廊坊模压化粪池。公司同时销售(河北廊坊) 本地 河北廊坊模压化粪池。 公司有稳定的下游客户约200余家,销售网络辐射到河北、河南、山东、辽宁、吉林、黑龙江、山西、陕西、江浙、南京、上海等地区。公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!


(3)远红外深度固化
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
我厂生产制造的玻璃钢夹砂管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。



(6)红外线固化
玻璃钢夹砂管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
(7)修整、脱模:
待管道的巴氏硬度大于30时,对管道端口进行修整。然后用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。
(8)管道水压试验及摆放:
每批管道按规定进行水压试验,注满水,均匀升压至管道设计压力的1.5倍,并保持不低于2分钟,仔细检查管道的表面和压力表。试压合格后二点支撑摆放管道。
应用
1.化学介质输送管
2.各类工艺管
3.地面上小型水电站压力水管、发电厂循环水管
4.污水收集及输送管道
5.饮用水输送干线管及配水管
6.油田注水管及原油输送管
7.热能输送管、海水输送管
8.农业灌溉用管
9.温泉水输送管
玻璃钢夹砂管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
(7)修整、脱模:
待管道的巴氏硬度大于30时,对管道端口进行修整。然后用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。
(8)管道水压试验及摆放:
每批管道按规定进行水压试验,注满水,均匀升压至管道设计压力的1.5倍,并保持不低于2分钟,仔细检查管道的表面和压力表。试压合格后二点支撑摆放管道。
应用
1.化学介质输送管
2.各类工艺管
3.地面上小型水电站压力水管、发电厂循环水管
4.污水收集及输送管道
5.饮用水输送干线管及配水管
6.油田注水管及原油输送管
7.热能输送管、海水输送管
8.农业灌溉用管
9.温泉水输送管



(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。