



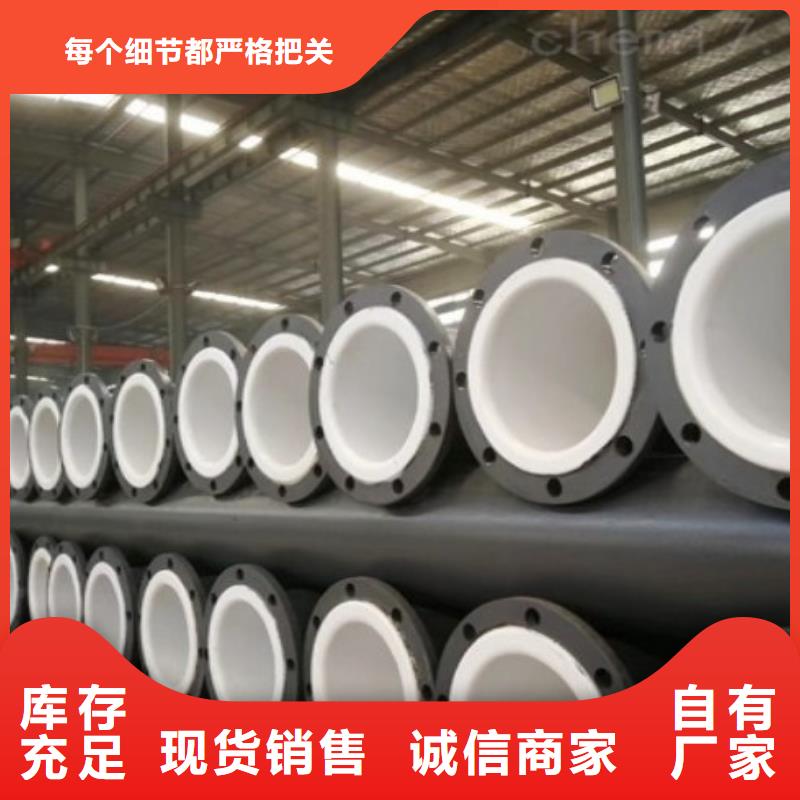


碱水管道和盐水管道选防腐衬塑管道
一般淡盐水管用衬塑管道材质,为什么呢因为衬塑管道防腐性能优异,法兰连接牢固方便快捷,使用寿命是普通钢管的5-7倍。更多热电厂化工厂都在用衬塑管件来确保企业管道系统运行。当然选择一家好的衬塑管道厂家是至关重要的哟。公司专注于生产制造衬塑管道行业值得赖。
1、氯碱电解工艺中碱管道材质有:镍200,310s,316L ,304,CPVC,钢衬塑管道,碳钢衬氟管道。钢衬塑管道可以用于各种碱管道,合金材质碱蒸发器的管板和管壳,镍201用于管程
310s 用于高温碱,碱高位槽316L用于常温到50度的碱
304用于常温以下,CPVC,碳钢衬氟也可以用,但用的不多。
2、另外更为复杂的盐水系统,每段管道材质用于盐水的管道,纯钛,碳钢衬胶,碳钢衬四氟,碳钢衬PO ,PE管内部衬钢丝,CPVC,玻璃钢衬PVC。
一次盐水的管道,以上都可以用一般二次盐水树脂塔出来的就是衬塑管道了,电解槽部分的也都是。
3、泄漏问题:碱管道如果选用碳钢钢管或者是合金钢管的话一般是焊缝漏,盐水感觉较多的是垫子漏,管道里有碱,较脆弱的地方就是焊缝,一般都是在现在焊接管道,设备条件有限,往往会出现细的问题,会出现碱脆腐蚀,电化学腐蚀,缝隙腐蚀等等导致焊缝漏。
盐水垫片漏,因为盐水管道较大,泵的扬程都很大,管道比较长固定不好就会在运行中会有振动,所以容易漏。建议管道材质选择上用衬塑钢管比较合适,更多应用工程案例证明衬塑钢管在工艺管道使用中可以避免跑冒滴漏现象发生。碱、盐水管线法兰垫子应选择四氟垫片或者高质量衬胶管道专用垫片。



纵横机械制造有限公司是一家专业从【山东莱芜钢衬塑管道】的研发、生产、销售于一体的综合型企业。公司坐落于全国大型【山东莱芜钢衬塑管道】生产基地--山东莱芜,位置优良,交通便利。公司【山东莱芜钢衬塑管道】产品通过相关质量体系认证。
公司主要经营:【山东莱芜钢衬塑管道】。经数年的建造努力,公司以优良服务为广大用户提供高性能、高品质的【山东莱芜钢衬塑管道】,技术指标已达到或超过标准。现公司【山东莱芜钢衬塑管道】产品销售全国各地,并出口海外市场,受到客户的认可。
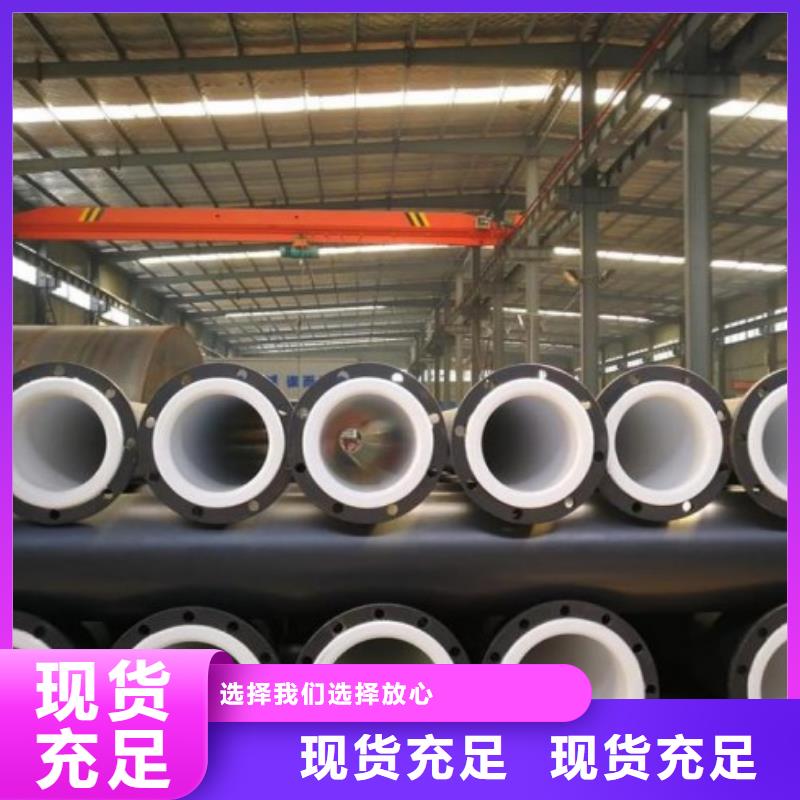
定制四氟管道实体企业


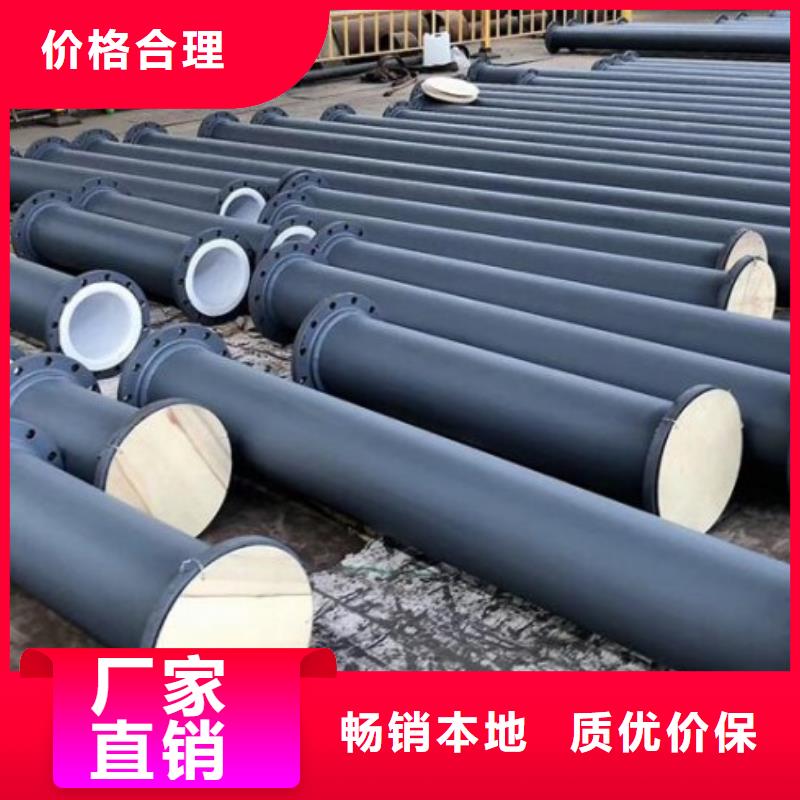
防腐衬塑管道厂家
衬塑钢管管件的钢与内层塑料之间结合强度不应小于1.5MPa。其各项性能均应满足《钢塑复合管》(GB/T28897-2012)的要求。
循环水管道应用领域:
1、化工行业:酸、碱、盐的制造业、化肥、化学、橡胶塑料等行业输送腐蚀性气体、 液体、固体粉末的工艺管及排放管。
2、电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
3、冶炼行业:金属冶炼中腐蚀介质的输送。
4、矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放和喷浆等。
5、制药行业:输送各种腐蚀性介质、污水、废水。
6、油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。



碳钢衬塑复合管的表面制作对焊接的要求
1.在外部钢管的转角和接管部位是焊接难度高的,此部位要应尽量保证焊接要求。保证焊缝达到饱满状态,并将其细致打磨成钝角,形成圆弧过渡,焊接部位不得有毛刺和棱角现象。
2.在角焊缝的圆角部位,焊角部位,其焊角高度应大于5mm,一般凸出角应大于或等于3mm,内角应大于或等于10mm.
3.在清理组对卡具时,严禁损伤基体母材。施焊过程中严禁在基体母材上引弧。
4.在对复合管道的壳体进行焊接时,好采用双面对焊的焊接方法。这就要求我们工人的技术水平,焊缝要平整(磨平或圆滑过渡)、无气孔、焊廇和夹渣现象,且焊缝的高度不得大于2mm。在焊接完成后,还要彻底焊接带来的飞溅物。
5.钢管在焊接的时候必须采用连续焊,且焊缝不得出现裂缝或连续咬边的情况,咬肉深度不能超过0.5mm。
碳钢衬塑复合管在生产时要注意哪些事项:
一、不得有铁锈、木块、纸屑等有害杂质,必要时需过筛。
二、管道长度在500mm以上的需在衬塑防腐设备滚动辊上衬塑,到温度达到衬塑温度即可加料。
三、加料前应先把法兰密封面成型工装加紧在法兰上,加料采用专用加料管,加料应均匀一致。在停车情况下加料,加料后立即转动。
四、衬塑时间一般为2~15分钟,一般管径越大、壁厚越大时间越长,DN150以下控制在5分钟以内。
五、衬塑防腐设备的滚动辊圆周速度宜控制在40转/分以内,但不低于2转/分,一般管径越大速度越慢。
六、停转时,卸下密封面工装后次找平并冷却塑层,直至密封面光亮,光滑,凝固。冷却时必须转动,防止可能因温度局部过高而流淌影响使用及美观。
七、衬塑防腐设备的法兰拐角等较厚地方可采取湿布、喷雾等方法在外部快速降温。局部降温速度不宜太快,冷却水等不得接触衬层,防止衬层收缩过大,引起分层或剥离。时间一般不超过2min,且滚动架上转速应低于30转/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加热炉均匀加热,但避免因局部温度过高或燃烧而成黄色。

