

我们为您呈现了紫铜片公司报价产品的视频介绍,相较于图文,视频更能展现产品的真实面貌和细节。不妨点击观看,感受产品的魅力。
以下是:紫铜片公司报价的图文介绍


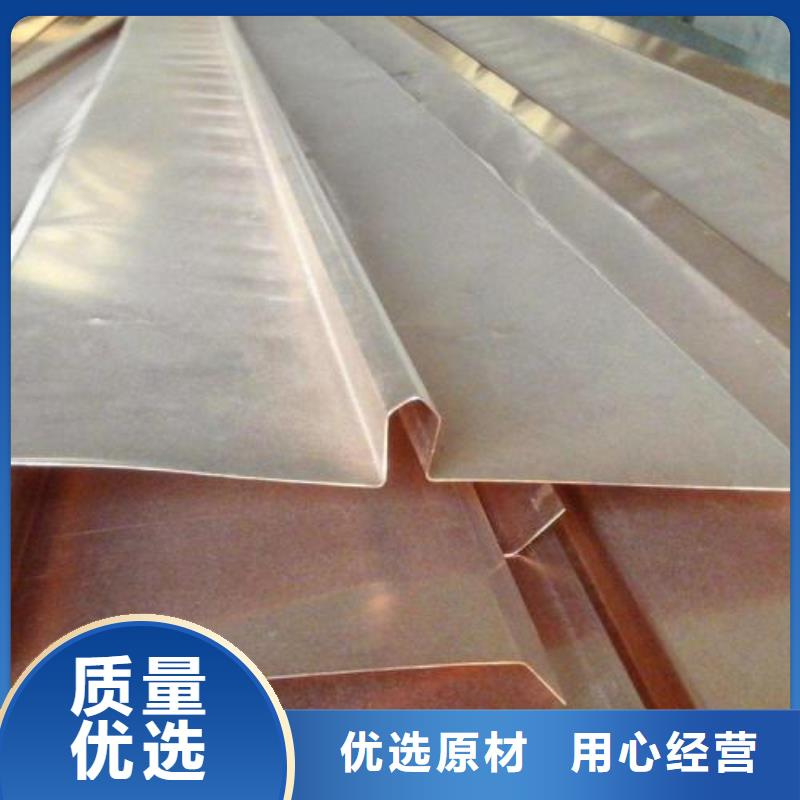
热轧是紫铜片止水带生产中铸锭开坯的主要。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
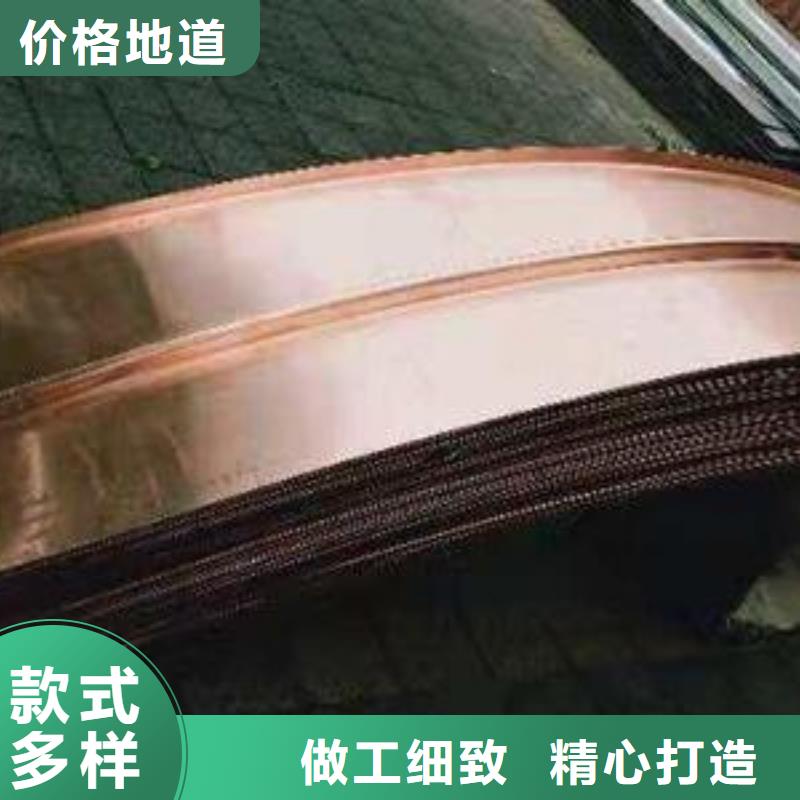
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
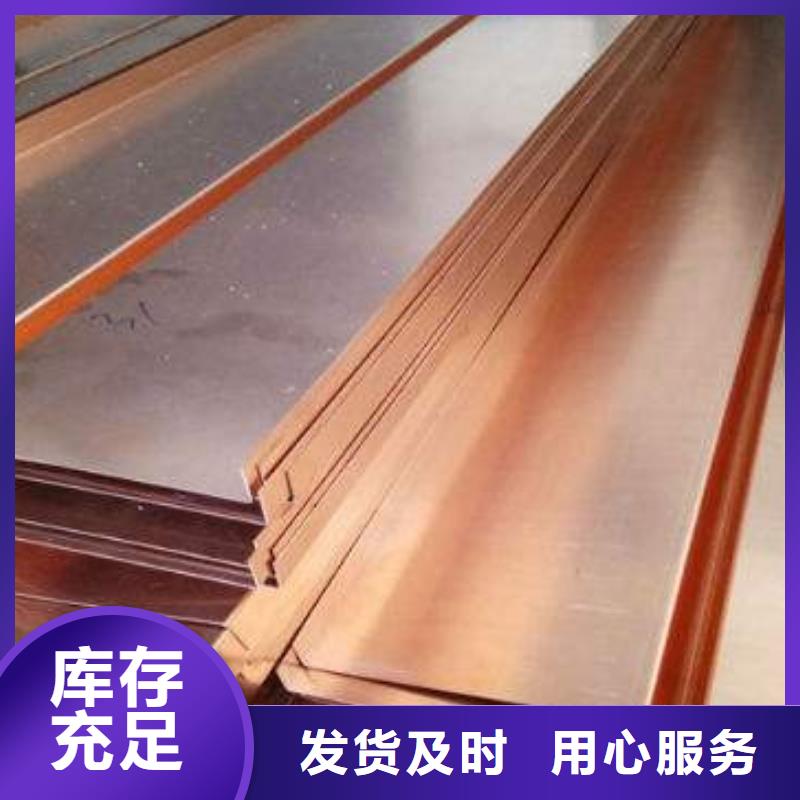
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。
铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。
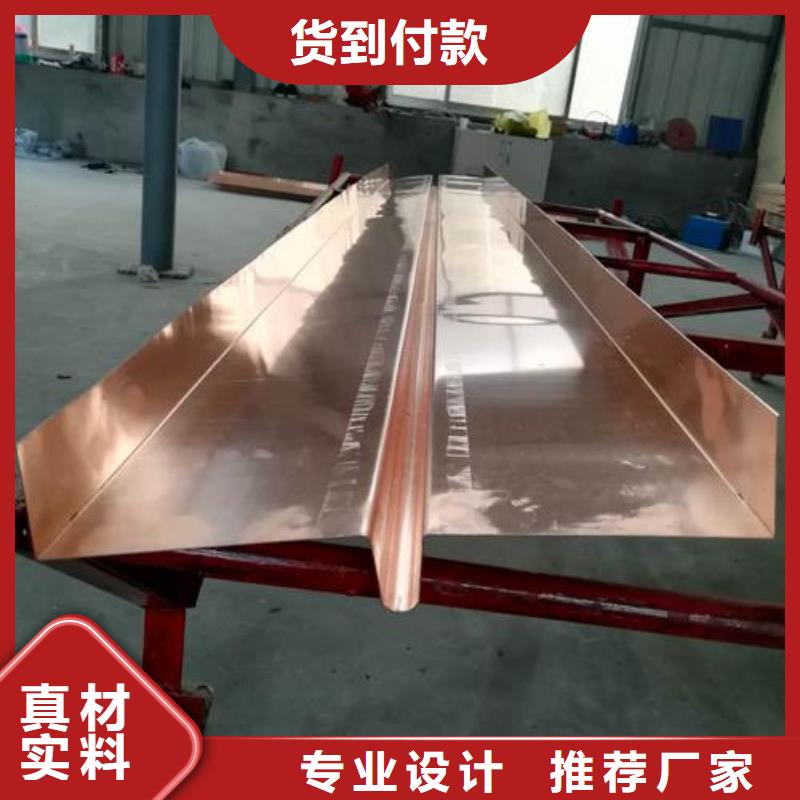
铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以生产效率和成品率。中小型铜加工厂铸锭规格一般为(60-150)mm×(20-450)mm×()mm,锭重为1.5~3.0t;大型铜加工厂的铸锭规格一般为(150~250)mmx(620~1250)mmx(2400~9000)mm,锭重为4.5~20t。
热轧机一般为两辊轧机,轧辊润滑釆用水或乳液。热轧加工率一般为90%~95%。由于热轧后带坯需要铣面,因此热轧带坯的厚度不宜太薄,一般为9~16mm。紫铜片止水带铸锭的加热温度通常根据合金材料的高温性能曲线确定,加热时间则根据加热炉的情况、铸锭大小和装炉量确定,应保证铸锭加热温度均匀。



广硕橡塑制品有限公司成立与2005年,厂家通过多年积累,技术力量雄厚,【河南开封沥青麻绳】产品质量实行层层把关,加工检测设备齐全先进,各种【河南开封沥青麻绳】产品质量已得到全国行业用户的认可好评。


在涂装时,因为不同批次的涂料是会存在色差的,在涂抹时因为涂料的密度、细度不够可能导致覆盖率不高,或者因为涂料与溶剂的融合不均匀、出现分层等原因而导致涂装后效果有较大缺陷。另一方面因为铝板基材本身存在的不平整或膜厚不均匀、边部曲挠度不好等原因,也会直接影响产品质量和铝板性能。
所以,我们在原材料的把控上要严格控制原材料。2.环境原因在涂装时,对室内环境也有较高的要求。涂装室内首先要确保干净清洁,既能保证通风还要防尘防虫。只有在严格的环境把控下,才能让铝板涂装的表面质量不受外界污染。
同时我们也要考虑到因为气温变化而出现的涂装变化,要对工艺进行及时。3.涂装工艺涂装的质量好坏其实和涂装工艺的高低紧密相关。涂装质量要求对计量辊、提漆辊、基材相对线速比率和涂装辊都要控制在一定范围内。在固化涂装时,必须要按要求控制烘箱,不能随意变动温度,否则就会严重影响涂装产品的性能和色差。
所以,我们在原材料的把控上要严格控制原材料。2.环境原因在涂装时,对室内环境也有较高的要求。涂装室内首先要确保干净清洁,既能保证通风还要防尘防虫。只有在严格的环境把控下,才能让铝板涂装的表面质量不受外界污染。
同时我们也要考虑到因为气温变化而出现的涂装变化,要对工艺进行及时。3.涂装工艺涂装的质量好坏其实和涂装工艺的高低紧密相关。涂装质量要求对计量辊、提漆辊、基材相对线速比率和涂装辊都要控制在一定范围内。在固化涂装时,必须要按要求控制烘箱,不能随意变动温度,否则就会严重影响涂装产品的性能和色差。



