




纵横机械制造有限公司经过十几年的发展一直专注 江西九江钢衬塑管道的研发、制造在供应商和用户中形成了良好信誉。库存充足,发货及时,请放心购买。我们秉承“以质取胜铸造辉煌”的企业方针,时刻以顾客为关注焦点用全新的理念,挚诚与各界同仁合作,创辉煌的业绩。公司自成立以来,一直秉承以质量锻造品质,以售后价值的理念立足于行业,公司始终以优良的品质、良好的信誉及合理的价格深受广大客户的好评。


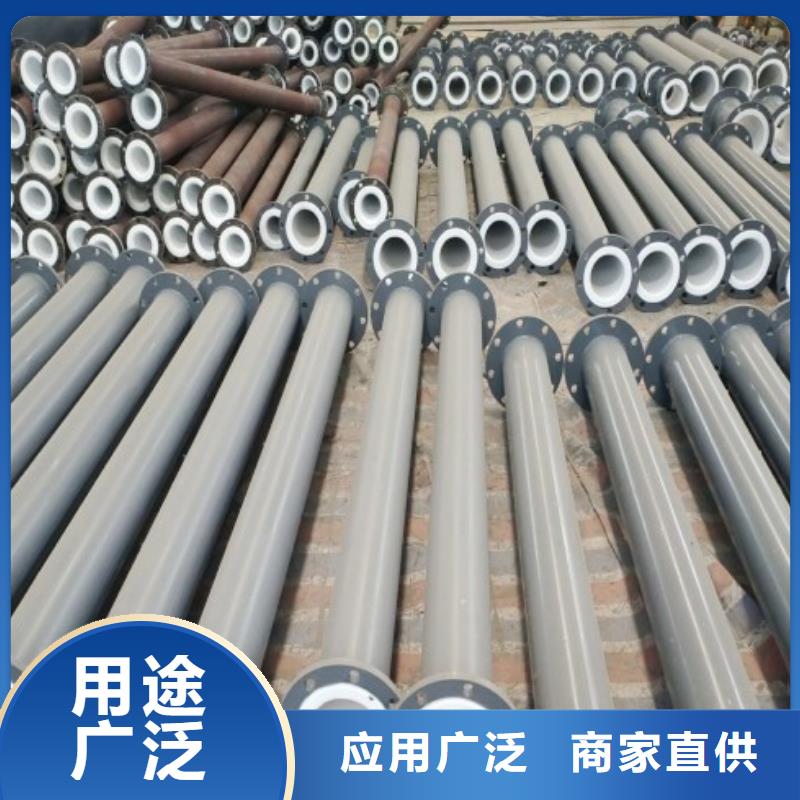
我公司生产的内衬塑弯头(聚乙烯PO弯头),采用无缝钢管为外壳基体,过流部位采用热塑材料(PE、P0、PP、PPS)旋转滚塑一次成型工艺。内衬聚乙烯PO弯头其特点是钢塑热成型后自然冷却收缩,钢塑结合力强,不易脱层,异型工件无搭接缝,耐冲击、强度高、表面光滑、摩擦系数小,不易结垢、耐腐蚀优良等特性。
公司内衬聚乙烯PO弯头公称通径≥500mm的较大口径钢衬塑直管与管件,在钢件内壁点焊1.5~2.5mm金属钢丝网,以保证衬塑件的厚度和较高耐剥离强度与良好的防开裂。内衬聚乙烯PO弯头适用于输送酸、碱液体或气体。广泛应用于化工、湿法冶炼、制药、化纤、烟气脱硫、钢铁酸洗、化学污水处理等行业。
衬塑弯头遵循规范:
执行标准: Q/PBF02-2006、HG/T20538-92、DL935-2005(或按合同要求)
衬塑弯头公称压力PN: PN≤2.5MPa ANSl l50Lb/JIS l0K
钢衬塑弯头法兰尺寸 End Flange: HG20592~HG20635-97 GB/T9113.1—2000 GB/T9119—2000 SH3406-96 ANSIBl6.5 (或按合同要求)
压力试验Text参照GB/Tl3927/APl 598 (内衬聚乙烯PO弯头)衬里层检验:测厚仪、电火花检测仪。
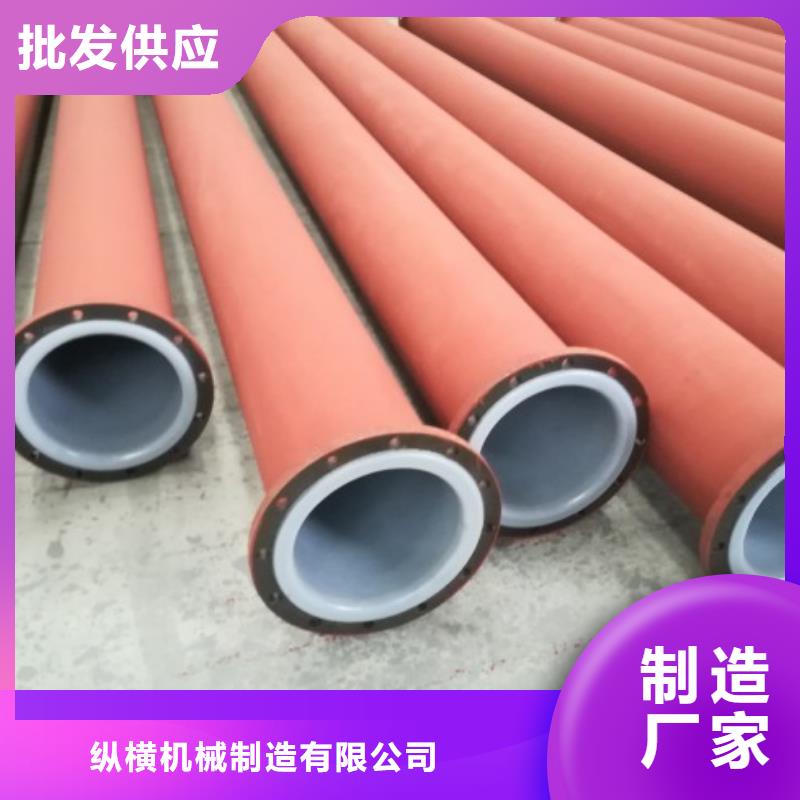
我公司生产的钢衬PO管,采用无缝钢管为基体,内衬PO采用热塑旋转一次成型工艺。由于钢塑附着力很强,因此它既有金属的强度,又有PO耐腐蚀、耐高温及低温、耐负压、抗老化的特性。槽、罐、反应釜等衬里设备,其内衬PO可作二次修复使用。
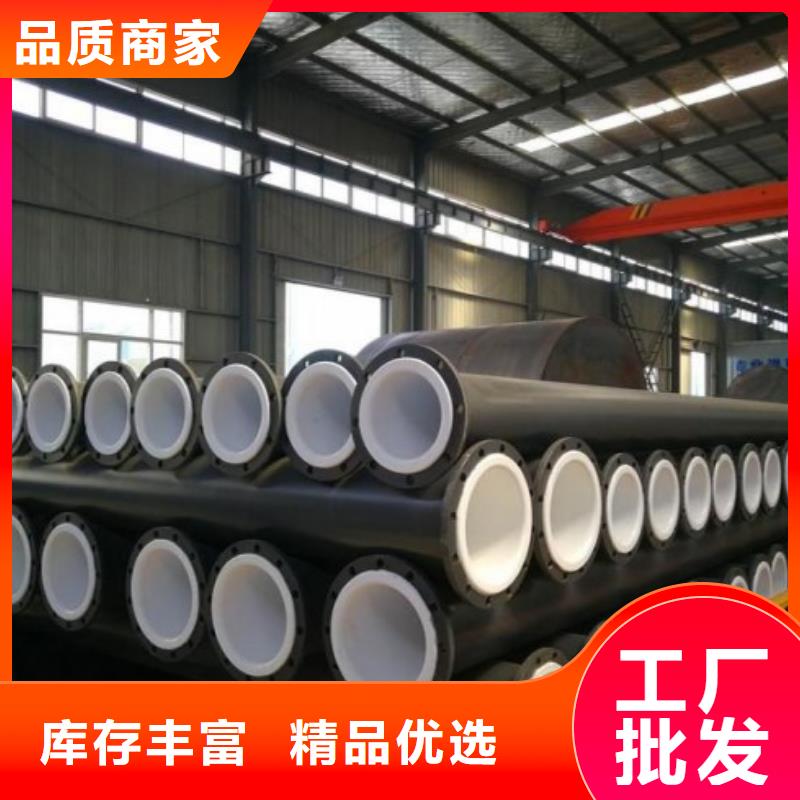
公司销售涂塑钢管、涂塑复合管、法兰涂塑钢管、消防涂塑钢管、消防涂塑管件、钢塑复合管、内外涂环氧复合管、衬塑钢管、衬塑复合钢管等。本公司始终遵循“质量为本、持续改进”向市场提品。以“顾客至上,遵信守约”,以真诚服务客户为宗旨,在新时期以全新的经营理念,科学的管理制度, 的技术水准服务于广大客户。衬塑复合钢管衬塑钢管生产工艺独特,它直接关联了产品的生产成本和生产效率,同时又反过来对产品的结构设计、材料的选择提出工艺上的要求。内筋嵌入式衬塑钢管采用独特的机械拉拔复合工艺,通过对金属管的缩径内层塑料管,使两种材料产生 性合理过盈。
大型生产、衬塑管件厂家,常年加工、生产、销售循环水衬塑管道、电厂、化工厂、衬塑管道及衬塑管件产品,质量合格、发货快捷、欢迎您来厂考察、洽谈业务。



防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。

纵横机械制造有限公司

