


晋中金海金属材料有限公司深信,只有“以人为本,以德兴厂,创新务实,诚信经商”才能让我们的企业立于不败之地,也才会给消费者带去真正的福利,并且真正打开【精密管】市场,赢得新老客户的口碑,并且在一定程度上创造出更多性能优越的【精密管】产品,让消费者可以拥有更多的选择。
我们也始终坚持微笑服务,以顾客利益为主,服务到位,让每一位来到我公司的朋友都能感受到温馨的氛围。
此外,我们还注重多实践、多交流、互帮互助的原则,以积j i饱满的姿态迎接每一个挑战,争取能够早日将此产业发扬至全球,打响【精密管】国际知名度。


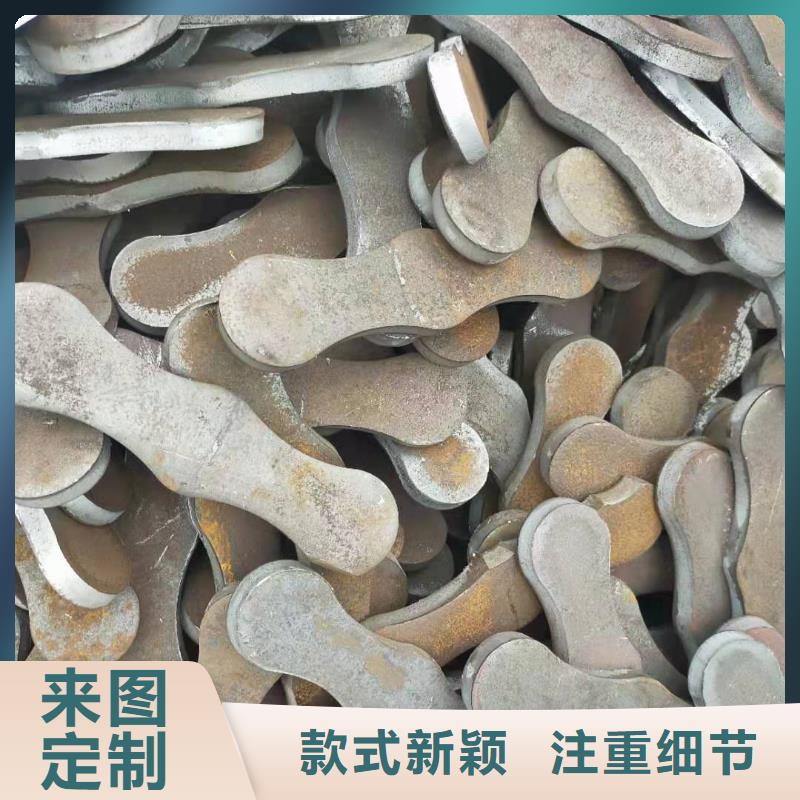
冲压件加工厂中摩擦压力机是利用螺杆与螺母的相对运动原理工作的,具有结构简单、制造容易、维修方便、生产成本低等特点。
冲压件加工厂中摩擦压力机工作时灵活性大,其作用力的大小可以根据需要通过操作进行调节。
超负荷时,摩擦轮打滑而不会损坏模具及设备,适用于弯曲大且厚的工件以及校正,压印,成形和温、热挤压等冲压工序。
其缺点是飞轮轮缘磨损大,生产率和精度较低。



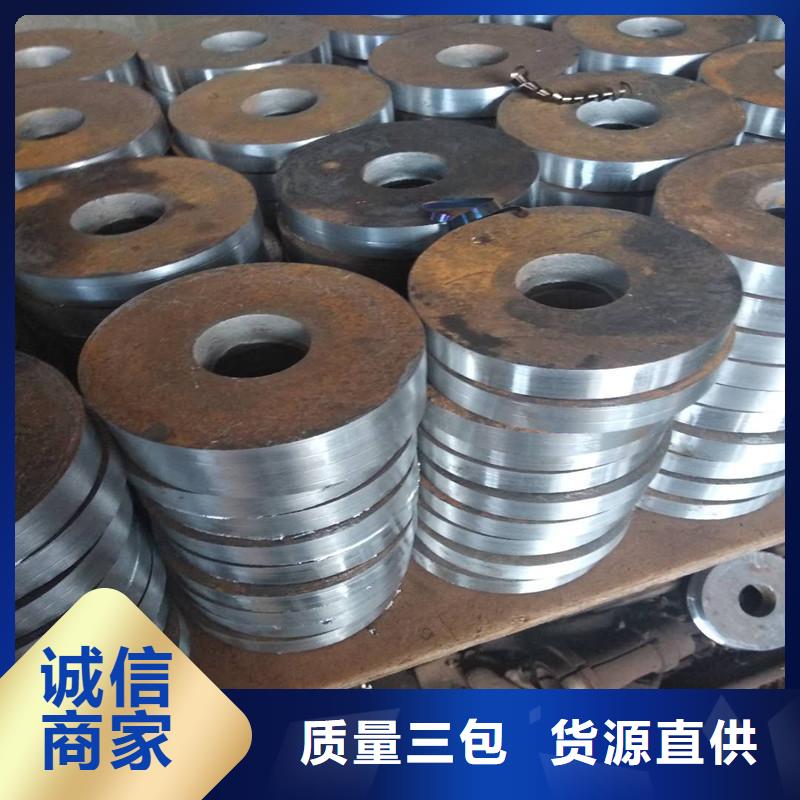
7.其他具体问题:在日常生产中,会遇到冲孔尺寸偏大或偏小(有可能超出规格要求)以及与凸模尺寸相差较大的情形,除考虑成形凸、凹模的设计尺寸、加工精度及冲裁间隙等因素外,还应从以下几个方面考虑去解决。
⑴.冲切刃口磨损时,材料所受拉应力增大,冲压件产生翻料、扭曲的趋向加大。产生翻料时,冲孔尺寸会趋小。
⑵.对材料的强压,使材料产生塑性变形,会导致冲孔尺寸趋大。而减轻强压时,冲孔尺寸会趋小。
⑶.凸模刃口端部形状。如端部修出斜面或弧形,由于冲裁力减缓,冲件不易产生翻料、扭曲,因此,冲孔尺寸会趋大。而凸模端部为平面(无斜面或弧形)时,冲孔尺寸相对会趋小。



冲压件
10. 短小工件时,要用专门工具,不得用手直接送料或取件。
11. 生产者站立要恰当,手和头部应与冲床保持一定的距离,并时刻注意冲床动作,严禁与他人闲谈。
12. 生产时操作员、修模员严禁把手伸入模具内作业。
13.作业员在安装吸风机时,严禁把手伸到电机上打扫废料 。
14. 上班时严禁穿拖鞋,以免车间模具、铁块等砸到脚。班长、钳工、修模员上班时必须穿劳保鞋;
15. 男作业员严禁留长发,女作业员长发要盘起来,以免长发卷入飞轮内。
16. 白电油、酒精、清洗剂等其它油类要注意防火。
17. 材料、废料和模具装箱时需带手套作业,以免划伤手。
18. 有油质时须及时清理,以免地滑摔交。
19. 钻铣床时严禁带手套;在使用磨床时要带口罩和眼睛防护罩,保护好自己。
20. 注意拖拉模具以防掉落地上(要把平板车放到 才能拉运模具)
