
为了让您更地了解我们的平遥精密光亮钢管定做山东通圆钢管产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:平遥精密光亮钢管定做山东通圆钢管的图文介绍

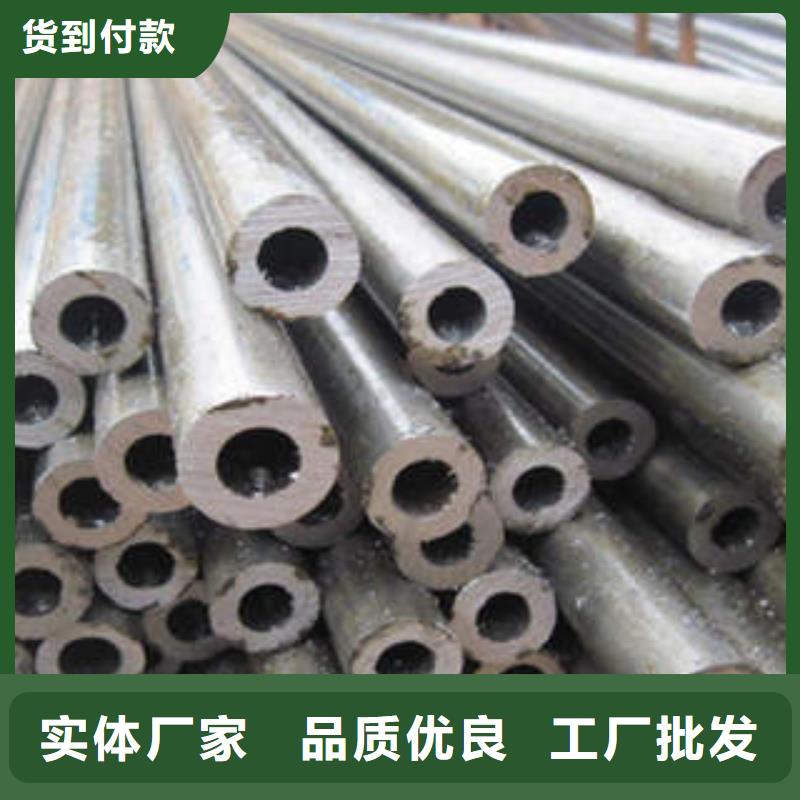
给水铸铁管 砂型离心铸铁直管,型离心铸铁直管之材质为灰口铸铁,适用于水及煤气等压力流体的输送。连续铸铁直管连续铸铁直管即连续铸造的灰口铸铁管,适用于水及煤气等压力流体的输送。排水铸铁管,普通排水铸铁承插管及管件。柔性抗震接口排水铸铁直管,此类铸铁管采用橡胶圈密封、螺栓紧固,在内水压下具有良好的挠曲性、伸缩性。能适应较大的轴向位移和横向由挠变形,适用于高层建筑室内排水管,对地震区尤为合适。 316和317不锈钢(317不锈钢的性能见后)是含钼不锈钢种。317不锈钢中的钼含量略高明于316不锈钢.由于钢中钼,该钢种总的性能优于310和304不锈钢,高温条件下,当硫酸的浓度低于15%和高于85%时,316不锈钢具有广泛的用途。316不锈钢还具有良好的而氯化物侵蚀的性能,所以通常用于海洋环境,316L不锈钢的 碳含量0.03,可用于焊接后不能进行退火和需要 耐腐蚀性的用途中耐腐蚀性能优于304不锈钢,在浆和造纸的生产过程中具有良好的耐腐蚀的性能。而且316不锈钢还耐海洋和侵蚀性工业大气的侵蚀。在1600度以下的间断使用和在1700度以下的连续使用中,316不锈钢具有好的耐氧化性能。在800-1575度的范围内, 不要连续作用316不锈钢,但在该温度范围以外连续使用316不锈钢时,该不锈钢具有良好的耐热性。316L不锈钢的耐碳化物析出的性能比316不锈钢更好,可用上述温度范围。热处理在1850-2050度的温度范围内进行退火,然后迅速退火,然后迅速冷却。316不锈钢不能过热处理进行硬化。


一、预热预热有利于减低中碳钢热影响区的 硬度,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。二、焊条条件许可时优先选用碱性焊条。三、坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。四、焊接工艺参数由于母材熔化到 层焊缝金属中的比例 达30%左右,所以 层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。五、焊后热处理焊后 对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。应力的回火温度为600~650℃。 若焊后不能进行应力热处理,应立即进行后热处理。中国无缝钢管交易网小编讯:铸铁管是由生铁制成。按其制造方法不同可分为:砂型离心承插直管、连续铸铁直管及砂型铁管。按其所用的材质不同可分为:灰口铁管、球墨铸铁管及高硅铁管。铸铁管多用于给水、排水和煤气等管道工程。



通圆钢管制造有限公司供应 山西晋中35crmo精密钢管,为您提供详细的 山西晋中35crmo精密钢管产品报价、参数、图片等商品信息,如需进一步了解 山西晋中35crmo精密钢管,请与我们厂家直接联系,请在联系时说明是在什么地方看到这条商机的,我们将给予您大的优惠。

将工件放入磨料悬浮液中并一起置于超声波场中,依靠超声波的振荡作用,使磨料在工件表面磨削抛光。超声波加工宏观力小,不会引起工件变形,但工装制作和安装较困难。超声波加工可以与化学或电化学方法结合。在溶液腐蚀、电解的基础上,再施加超声波振动搅拌溶液,使工件表面溶解产物脱离,表面附近的腐蚀或电解质均匀;超声波在液体中的空化作用还能够抑制腐蚀过程,利于表面光亮化。流体抛光是依靠高速流动的液体及其携带的磨粒冲刷工件表面达到抛光的目的。常用方法有:磨料喷射加工、液体喷射加工、流体动力研磨等。流体动力研磨是由液压驱动,使携带磨粒的液体介质高速往复流过工件表面。介质主要采用在较低压力下流过性好的特殊化合物(聚合物状物质)并掺上磨料制成,磨料可采用碳化硅粉末。磁研磨抛光是利用磁性磨料在磁场作用下形成磨料刷,对工件磨削加工。这种方法加工效率高,质量好,加工条件容易控制,工作条件好。采用合适的磨料,表面粗糙度可以达到 Ra0.1 μ m 。在塑料模具加工中所说的抛光与其他行业中所要求的表面抛光有很大的不同,严格来说,模具的抛光应该称为镜面加工。它不仅对抛光本身有很高的要求并且对表面平整度、光滑度以及几何度也有很高的标准。表面抛光一般只要求获得光亮的表面即可。镜面加工的标准分为四级: AO=Ra0.008 μ m , A1=Ra0.016 μ m , A3=Ra0.032 μ m , A4=Ra0.063 μ m ,由于电解抛光、流体抛光等方法很难控制零件的几何度,而化学抛光、超声波抛光、磁研磨抛光等方法的表面质量又达不到要求,所以精密模具的镜面加工还是以机械抛光为主。
