

想知道防撞桥梁栏杆新颖的设计产品为何如此受欢迎?观看视频,答案自在其中。
以下是:防撞桥梁栏杆新颖的设计的图文介绍
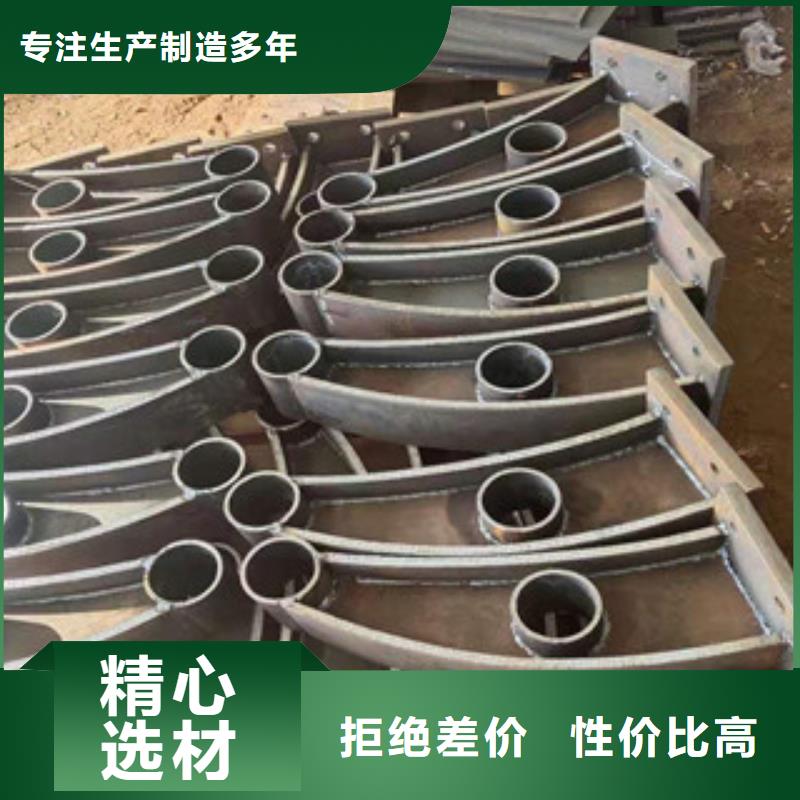
科阳金属制品有限公司坐落于开发区工业园,欢迎惠顾,是湖北荆州重点培育支持的电子商务企业和生产制造企业。 公司主要经营的各种 湖北荆州防撞护栏立柱。根据 湖北荆州防撞护栏立柱市场经济发展的需要,公司先后与全国120多家大型生产 湖北荆州防撞护栏立柱产品的厂家建立了密切的合作联营关系,为开发新 湖北荆州防撞护栏立柱产品奠定了坚定的基础。 公司全体员工秉承信誉是生命、质量求生存、客户是衣食父母的原则,为国内外新老客户做出新的贡献而努力。


对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。



用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



阳台栏板一侧为外墙时,在外墙混凝土底层上预留不锈钢复合管护栏装置孔洞,在高层阳台不锈钢复合管护栏装置完成后将外保温修补收头。阳台栏板底层清理:出灰饼前对阳台栏板、梁、线条进行仔细查看,对底层破损进行仔细修补,将板面底层上的铅丝,灰尘、污垢等清理洁净及除锈防锈处理,避免影响后续施工,以及呈现漏水开缝的现象。 玻璃阳台不锈钢复合管护栏外侧装置栏板、梁、线条装修工程施工先把玻璃栏板上满批界面剂做找平处理,出灰饼做1:1:4混合砂浆找平层,要求找平层层面厚度不大于15MM,且应分两次刮,间隔时间不少于24小时;终批腻子二遍,刷外墙涂料。 低层、多层住所的阳台不锈钢复合管护栏实际不低于05m,中高层、高层住所的阳台不锈钢复合管护栏净高不应低于10m.[住所规划规范(GB51999)第3条规则].楼梯扶手高度不应小于0.90m,楼梯水平段不锈钢复合管护栏长度大于0.5m时,其扶手高度不应小于05m,楼梯不锈钢复合管护栏笔直杆件间净距不应大于0.11m。 阳台玻璃不锈钢复合管护栏的装置规范:阳台玻璃不锈钢复合管护栏不锈钢复合管护栏的高度。依据小区住所规划规范规则。阳台不锈钢复合管护栏规划应避免儿童攀登,不锈钢复合管护栏的笔直杆件间净空不应大于0.11m,放置花盆处有必要采纳防掉落办法。 阳台玻璃不锈钢复合管护栏承受水平荷载的不锈钢复合管护栏玻璃运用公称厚度不小于12mm的钢化玻璃或钢化夹层玻璃。护栏一侧距楼、地面高度大于5m时,应选用钢化夹层玻璃。阳台玻璃不锈钢复合管护栏阳台玻璃不锈钢复合管护栏的装置注意事项:找位与划线装置固定件:方位、标高、斜度、找位校正后弹出头管纵向中心线。