


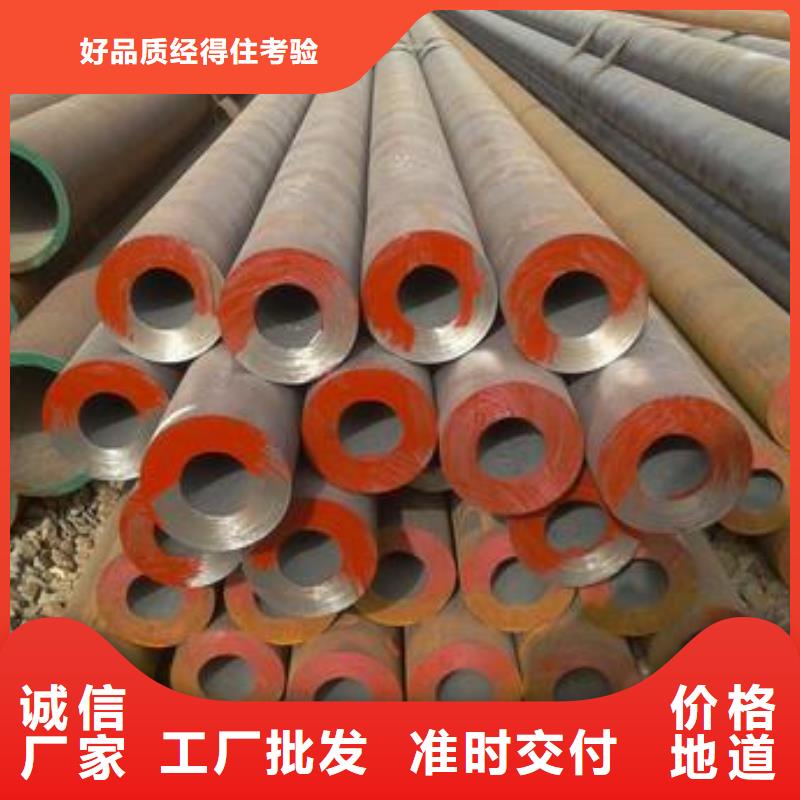




避免 厚壁无缝钢管断裂的方式及生产工艺流程
1、厚壁无缝钢管的清理运用有机溶剂、溶剂清理不锈钢板材表层,以做到除去油、植物油脂、尘土、润滑液和相近的有机化合物,但它不可以除去不锈钢板材表层的锈、氧化皮、焊药等,因而在防腐蚀生产制造中只做为輔助方式。
2、厚壁无缝钢管的专用工具防锈处理关键应用钢刷等专用工具对不锈钢板材表层开展打磨抛光,能够除去松脱或翘起来的氧化皮、锈迹、焊瘤等。手动工具防锈处理能做到Sa2级,驱动力专用工具防锈处理可做到Sa3级,若不锈钢板材表层粘附坚固的锌灰,专用工具防锈处理实际效果不理想化,达不上玻璃钢防腐规定的锚纹深层
3、厚壁无缝钢管的酸洗钝化一般用有机化学和电解法二种方式做酸洗钝化解决,钢管防腐只选用有机化学酸洗钝化,能够除去氧化皮、锈迹、旧镀层,有时候能用其做为抛丸除锈后的再解决。化学水处理尽管能使表层做到一定的洁净度和表面粗糙度,但其锚纹浅,并且易对自然环境导致环境污染。
避免 厚壁无缝钢管断裂的方式
中国的直缝钢管生产厂家一般 是根据在原材料中铝合金来 它的特性,在冷拉以后,都必须开展地应力淬火,原材料残余的地应力,进而做到避免 直缝钢管生产厂家的断裂。
现阶段在我国的直缝钢管生产厂家是根据冷拉形变来 金属材料抗压强度,但它是以放弃金属材料的塑型、延展性为成本的。
冷拉直缝钢管生产厂家是以高规格精密度和高韧性特性着眼于销售市场的,它务必要确保形变量在一定的范畴以内,才可以******限度地充分发挥原材料的特性,降低对原材料的不好影响。
假如直缝钢管生产厂家形变小,则达不上光滑度与规格精密度的规定,也达不上预制构件的抗压强度,形变过大,则直缝钢管生产厂家的塑性变形和延展性减少太多,而且晶体被拉得太长细,产生结缔组织,金属材料会具备显著的各种各样。



金海金属材料有限公司本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 山西晋城精密管经验,整合优势,持续改进,不断顺应市场需求,以品质 山西晋城精密管产品及服务回馈社会。


厚壁无缝钢管成型加工工艺,即厚壁无缝钢管发电机组成型及口模一部分板孔设计方案和调节方式均会立即危害电焊焊接品质的好坏。传统式的成型加工工艺为辊式成型加工工艺,有人下单半经,双半经;W反弯法成型板孔管理体系,再加二辊、三辊、四辊或五辊挤压成型辊,二辊或四辊口模来确保成型品质。此类传统式辊式成型加工工艺,大多数用以直徑低于φ114mm的厚壁无缝钢管发电机组。英国的排辊成型加工工艺、奥钢联的CTA成型技术性,日本国中田的FF或FFX软性成型技术性等,对成型后的焊缝样子和优良的工艺性能都是有不错的确保,适用规格型号范畴更广的厚壁无缝钢管发电机组。各种各样成型生产工艺,有不一样优点和缺点,合适不一样的标准,依据商品考试大纲、商品主要用途应在机器设备型号选择时深思熟虑、以挑选不一样的成型生产工艺。
以便降低弹性变形,针对厚壁无缝钢管发电机组生产加工形变道次都比一般厚壁无缝钢管道次相对2~3道次。在形变分配上,应降低原始时形变视角,确保平稳的咬入,正中间弯型视角适度增加,后侧形变适度降低,形变道次不仅是降低形变力,还可使热轧带钢有释放出来表层地应力的机遇,让表层地应力的梯度方向迟缓,能够 防止出现裂痕。在调节全过程中,******应确保竖直轴线的各道次统一-,以管理中心做为基轴,找准定位规格及正中间套,在直线的部位上,应依照加工工艺分配,产生进山线(出山线)平平行线,不可以出現曲线图颤动。在沒有穿带前,就应当调节好各声卡机架的板孔样子,测量各道次规格,确保商品平稳进到各声卡机架。在调节时要平衡承受力,不能在一个声卡机架上强制形变,确保提高角平稳匀称转变。



sdxz

厚壁无缝管的加工焊接的知识
现在,当人们选择和不锈钢管厂家购买时,他们选择厚壁无缝管的原因更多。厚壁无缝管和一般钢管有什么不同?大口径无缝钢管选用技术拉拔,非标尺寸加工无焊缝,可由一般20号钢或不锈钢制成。一般厚壁无缝管一般在加工进程中焊接,厚壁钢管-厚壁无缝管-厚壁无缝钢管-大口径钢管-大口径无缝钢管-聊城市通冶钢铁有限公司由不锈钢制成。不锈钢管的外观在程一般是白色的,没有刺绣。一般大口径无缝钢管的表面会有浮绣或红棕色。不锈钢是抵御腐蚀的,而且比一般钢管有更好的光洁度。厚壁无缝管是一种截面中空,非标尺寸加工导致工件在抛光的时分不能充沛抛光,非标尺寸加工越经济实用。壁厚越薄,其加工本钱越高。产品的进程选择了其有限的功用。一般来说,钢管精度低:壁厚不均匀,管表里亮度低,定径本钱高,管表里麻点和黑点难以去除。其检测和整形有必要离线处理。
为什么会这样呢?我们要考虑自己一次性抛光的厚壁钢管工件的数量是多少。虽然不锈钢电解抛光设备能够批量抛光,但是同槽抛光的不锈钢工件数量过多是会影响抛光作用的,导致工件在抛光的时分不能充沛抛光,电流的分布不能够均匀。一旦抛光时的电流分布不均匀就会导致精密大口径无缝钢管外表部分无光泽。因而在抛光的时分要根据抛光槽的大小来挑选适合数量的工件。其次还要考虑在抛光的时分不锈钢工件是不是堆叠在一起了,导致有些部位没有被抛光。因而我们在批量抛光的时分除了要控制住抛光工件的数量外,还要合理摆放不锈钢工件,做到工件不堆叠。除了上面两个原因外,厚壁钢管的外表上有水珠,油脂等污迹时也会影响抛光作用。运用不锈钢电解抛光设备的操作人员要熟知运用方法和操作技巧,这样才调确保抛光出的工件质量合。
