



不锈钢焊管通过固溶处理来软化,一般将不锈钢焊管加热到950~1150℃左右,保温一段时间,使碳化物和各种合金元素充分均匀地溶解于奥氏体中,然后快速淬水冷却,碳及其它合金元素来不及析出,获得纯奥氏体组织。
复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。
其独特之处在于:它把初级工业材料和高技术的冶金处理过程结合起来,采用离心浇铸工艺、热挤压等塑性热复合技术、冷轧(或冷拔)生产方式,获得高品质的复合管材。2.5焊成型法焊成型工艺是靠产生的冲击波,使内管发生塑性变形,紧贴外管,从而形成复合管。
2.7激光包覆法用高功率激光设备对钢管进行外包覆。合金粉末经自动进料器送到母管的激光束照射区,激光束熔化粉末和工件表面薄层后,用螺旋包覆法便可完全包覆整根钢管,制成双金属复合管。其主要技术特点为:一、具有良好的机械性能。
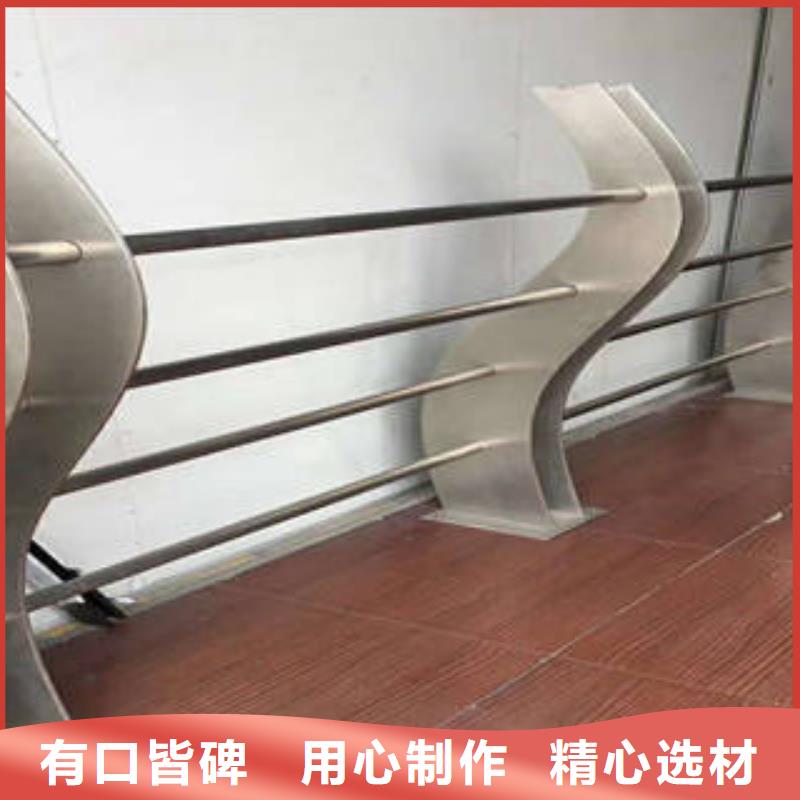
修复焊接裂纹的内衬不锈钢复合管。可利用砂轮研磨机裂纹,减少裂缝硬化边缘,再进行渗透探伤检查,确认裂纹。判断裂纹深度选择焊条进行修复,如不锈钢焊条、碳钢电极、电隔离层。内衬不锈钢复合管表面裂纹现象及处理方法内衬不锈钢复合管具有高韧性、抗疲劳性、易焊接等优点,广泛应用于五金、造船、、机械等领域。
2.6粉末冶金法在碳钢或类似材料制成的母管与金属薄壁管之间加入粉末充填层,管子两端分别用底板密封。在预定的温度下加热,再热挤压成复合钢管。用酸洗方法去掉底板和金属薄壁管。根据不同的用途,复合层可为外层或内层。


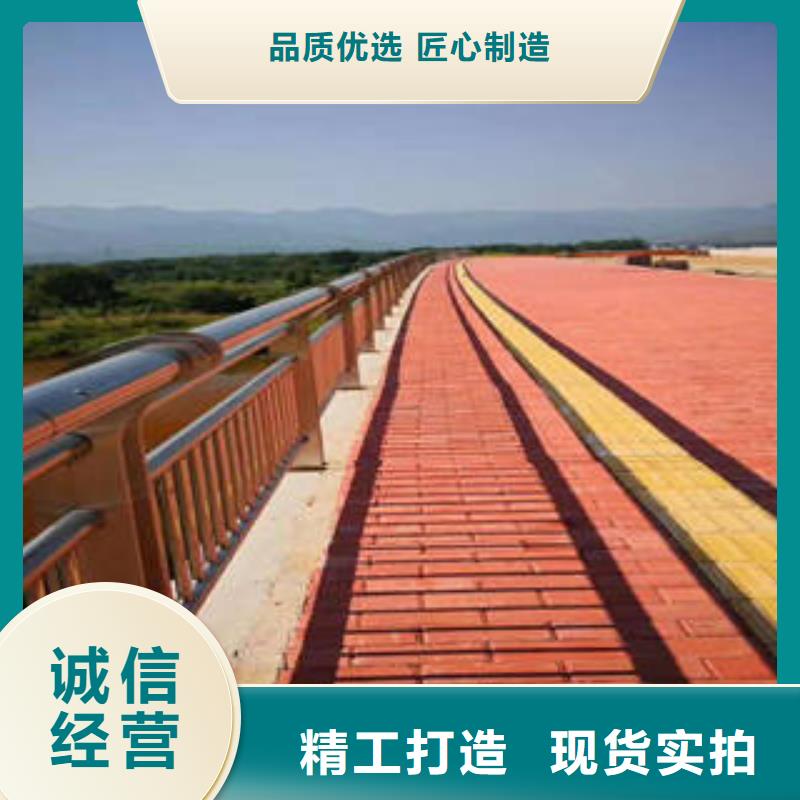
施工条件→放样→面凿毛、预埋筋→钢筋制作安装→模板安装→浇筑混凝土→拆模→养生。模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测钢筋位置要。模板安装后要检查模板侧面和顶面,模板侧面和顶面都要顺直。护栏混凝土表面蜂窝麻面面积不得超过告面积0.5%,深度不超过10mm。同一跨内单侧护栏浇筑,端头模板钢模板,以保证端头外观平齐。护栏面与接缝处不得有开裂现象。错台、平整度、外观问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。
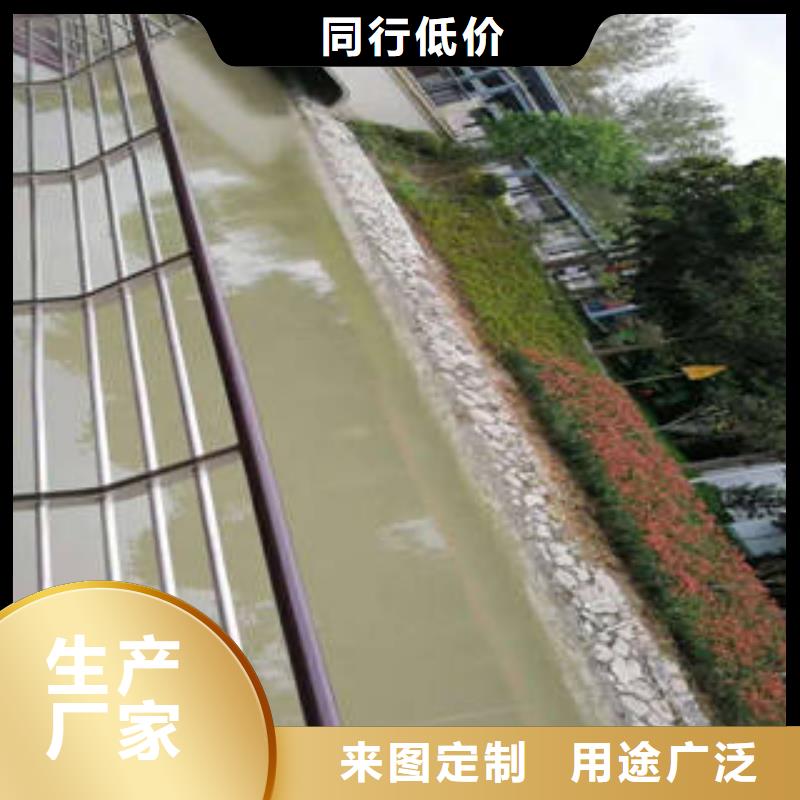
随着现在技术发展,早起不锈钢复合管压力管道,因为在生产时由于钢带成困难,焊接工艺娜大。施工中,管道连接仅为管件连接,因PSP管材较大,所铜 管件、不锈钢管件造价高;铸铁管件防腐性能差,不能确保管道使寿命问题了解决,现在复合管也了普及。行业人士该知道复合管压力管采钢带辊 压成为钢管并进行氩辉接焊技术,采内外复合塑料层,中间为增强焊接钢管复合结构。既克服了钢管存在易锈蚀,使寿命短和塑料管强度低,易变形等缺陷;同时又 具有钢管和塑料管共同优点,如隔氧性好,有较高刚性和较度,埋地管容易探测等。



鑫海达不锈钢复合管生产制造厂家有限公司坚持以优质的产品、合理的价格面向客户, 海南不锈钢复合管楼梯扶手产品远销全国,一直深受广大客户的青睐和欢迎,获得 了广大用户朋友的好评和信赖。我们相信,通过我们的不断努力和追求,一定能够实现与客户的互利共赢!