

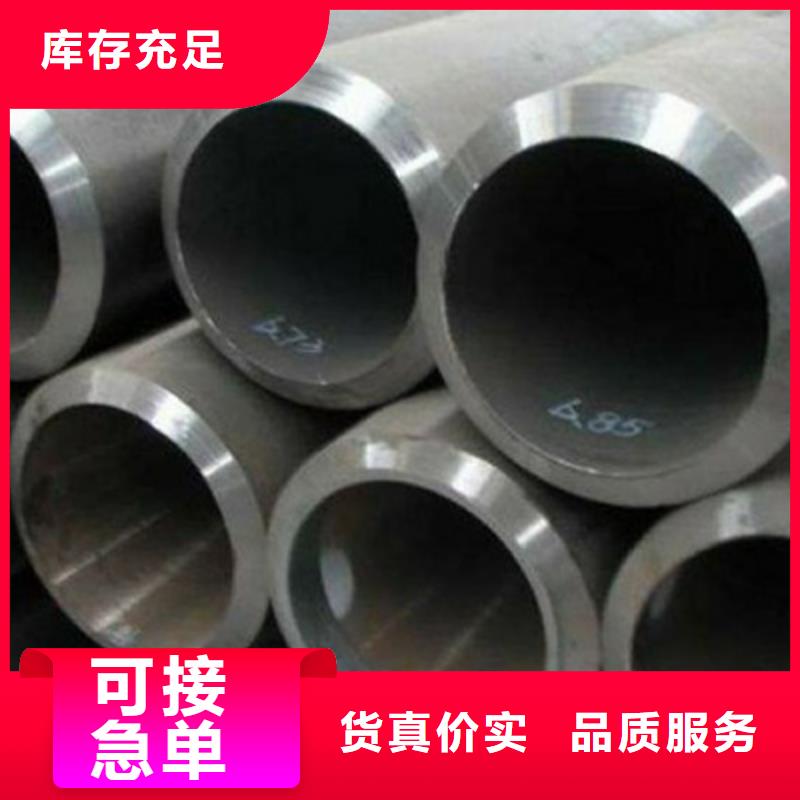
想一睹20#高压化肥管热处理产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受20#高压化肥管热处理产品的独特之处!
以下是:20#高压化肥管热处理的图文介绍

“天天都是 3.15”是我们始终遵循的宗旨,坚持以质量求生存、品质求发展,不断开拓创新。恒永兴金属材料销售 有限公司全体员工以“再铸辉煌”为精神动力与社会各界同仁携手共创 浙江嘉兴不锈钢管天地,欢迎新老客户莅临我公司参观指导。


然而,大规格高压化肥管生产 机组中,受主机架空间的限制想要通过压板将轧辊襄配牢靠地固定 转鼓中可能导致整个穿孔机结构上变得相对庞大,增加了设备一次 投入的资金,并且无法解决在长时间工作后螺纹扣损坏的问题。另一 种方式是通过油缸将轧辊装配与转鼓锁紧,实践证明这种方式也是比较可靠的但高压化肥管结构复杂,维护困难。高压化肥管扣件螺丝维修装置作方法领域:公开了一种高压化肥管扣件螺丝维修装置,属于脚手架扣件领域。背景:现在工地所用的脚手架大多数为扣件高压化肥管。高压化肥管扣件有直角扣件、扣件与对接扣件三种。扣件主要靠螺丝紧固,一旦螺丝锈蚀,扣件就不能再用。现有扣件次用完以后螺丝钉上大都抱满了砂灰,还有好多都生锈了有的滑丝,无法转动,清理起来困难。每个工地都需要大量的扣件,一次工程用完以后就有一部分已经坏死,一个扣件市场价格6左右,成本太高。此外,有的无法转动的扣件,工人在高空作业的时候,如果把坏的拿了上去,耽误工人在高空的作业时间与质量。发明内容为解决上述问题,提供一种高压化肥管扣件螺丝,使用该维修器能够在施工现场可以方便地将螺丝修复,正常使用。




使现有的非快开式矫直机能够使用,高压化肥管定径后的高压化肥管为多倍尺本发明提出的方案具有以下有益效果:本发明通过加工工艺。矫直机成本可降低30%,节省了投资。而且,通过采用新工艺,长尺荒管冷却后,直接进行矫直,矫直后分段,通过切头尾将损坏的部分切掉,因此该新工艺方法对高压化肥管成材率没有影响。具体实施方式为使本发明的目的方案和优点更加清楚,下面将对本发明的具体实施方式进行清楚、完整的描述。实施例本实施例提供一种高压化肥管的加工方法,具体生产外径200mm壁厚10mm高压化肥管,该加工方法包括以下步骤:1定径:按规格要求采用定径机对热处理后的高压化肥管进行定径,定径后荒管长度为26mm2冷床空冷:使定径后的高压化肥管在线自然冷却。冷床空冷工序中,均匀冷却到140℃后,控制钢板下冷床。3矫直:按规格要求采用矫直机对高压化肥管进行。本实施例中,采用非快开式矫直机对高压化肥管进行,高压化肥管采用非快开式矫直时会损坏高压化肥管头尾,损坏的高压化肥管头尾长度约40mm需要说明,采用非快开式矫直机,由于快速液压打开装置,管端在咬入过程中损坏管端,但是成本比快开式矫直机降低了30%,由于定径后的高压化肥管为多倍尺高压化肥管,对长高压化肥管进行矫直后,能够有效的几个管端,具体地,矫直后。
本步骤中,矫直温度为900℃。4分段:采用分段剪机组队矫直后的高压化肥管进行分段。5切头尾:机床上将高压化肥管的两端切削平整,具体地,通过切头尾将矫直后损坏的部分切掉,由于本实施例在荒管冷却后,直接进行矫直,矫直后分段,通过切头尾将损坏的部分切掉,因此该新工艺方法对高压化肥管成材率没有影响。6喷印、入库。从以上实施例可以看出,本发明实施例通过加工工艺,使现有的非快开式矫直机能够使用,矫直机成本可降低30%,节省了投资。而且,通过采用新工艺,长尺荒管冷却后,直接进行矫直,矫直后分段,通过切头尾将损坏的部分切掉,因此该新工艺方法对高压化肥管成材率没有影响。本实用新型涉及高压化肥管加工领域,具体涉及一种新型高压化肥管轧机。背景:高压化肥管往往需要由粗管加工成各种细管,以满足生产和使用需求。
本步骤中,矫直温度为900℃。4分段:采用分段剪机组队矫直后的高压化肥管进行分段。5切头尾:机床上将高压化肥管的两端切削平整,具体地,通过切头尾将矫直后损坏的部分切掉,由于本实施例在荒管冷却后,直接进行矫直,矫直后分段,通过切头尾将损坏的部分切掉,因此该新工艺方法对高压化肥管成材率没有影响。6喷印、入库。从以上实施例可以看出,本发明实施例通过加工工艺,使现有的非快开式矫直机能够使用,矫直机成本可降低30%,节省了投资。而且,通过采用新工艺,长尺荒管冷却后,直接进行矫直,矫直后分段,通过切头尾将损坏的部分切掉,因此该新工艺方法对高压化肥管成材率没有影响。本实用新型涉及高压化肥管加工领域,具体涉及一种新型高压化肥管轧机。背景:高压化肥管往往需要由粗管加工成各种细管,以满足生产和使用需求。



