




深入了解城市道路隔离护栏厂家制造生产产品,一部视频就够了,快来观看!
以下是:城市道路隔离护栏厂家制造生产的图文介绍
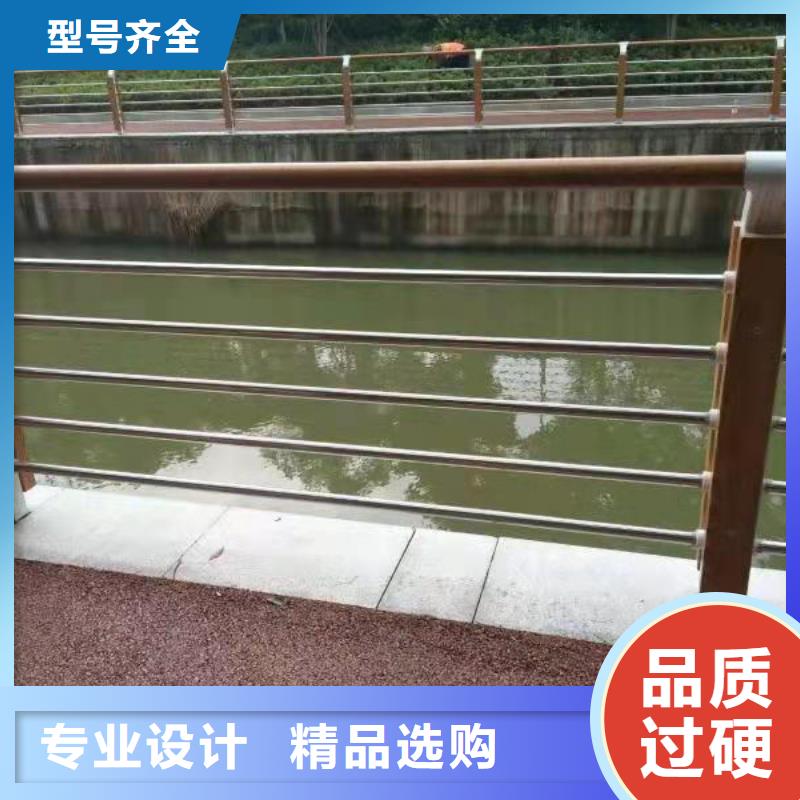
随着 河南焦作不锈钢复合管护栏 工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,俊邦金属材料有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!俊邦金属材料有限公司坚持“以人为本、以质取胜”的企业理念,“一切以 河南焦作不锈钢复合管护栏 市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 河南焦作不锈钢复合管护栏 产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!


在使用台架前一定要进行试用,确保配重及制动没有问题。下班时间严禁将重物悬吊在空中,下班前一定先关闭电源,并用锲块将台车固定。1台车在使用前应将吊篮的钢丝绳与前臂固定牢固,无绳禁止进行载人作业。 不锈钢桥梁护栏在我们生活中经常看到,那为什么会选择不锈钢材质呢?不锈钢复合管与静电喷塑镀锌钢板立柱配合,做成桥梁护栏、景观护栏,道路护栏酸洗然后应用清水开展冲洗,更好的去除所有污染物及带腐蚀性残留物。处理后可用抛光机器重新抛光。关于局部的轻微锈斑可用汽油,机油混合剂结合抹布擦除锈斑。其它还能够用喷砂清理。用玻璃或陶瓷微粒喷丸清理,湮没,刷洗和抛光。 不锈钢复合管经高科技同步万向挤压而成,工艺简洁、制作效率高。 镍——单独不可构成不锈钢镍对不锈钢耐腐蚀的影响,仅有它与铬配合时才能充分显示出来。因,低炭镍钢要获得纯奥氏体组织,含镍量需达24%;要使钢在一点介质中的耐腐蚀性能显着改变,含镍量需在27%以上。产品同时具备不锈钢卓越的美观光亮,并且价格大大低于同规格不锈钢管,更适合大众消费,更以便推广普及。不锈钢护栏容易做造型,可以按照不一样的现场来制造不尽相同的尺寸,规格,弧度等等。成本低,我国钢产量全。好用耐用,大致没有必要维护,不怕风吹日晒。能满足前面三个条件的,你又能找出其余材料来代替吗?有打造的,有美感的,有艺术造型的护栏或许会是有的,还有是肯定不可能使用在人流大的公共场所。好安好拆好维修,形式多样自重轻,体积小,钢材产量宜环保,不必多余应力计算。



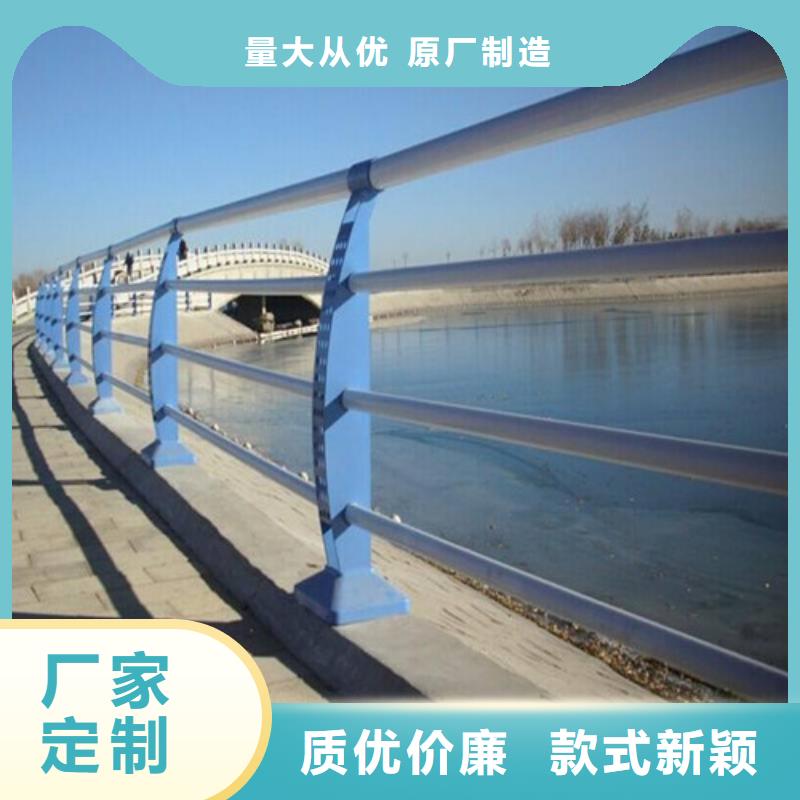
其次是既保证复合层对齐又焊接缺陷,是用坡口机制备坡口,并将内径扩张为等径,坡口两边各剥出12毫米复合层,直观地使复合层对齐,用氩弧焊打底,但焊肉不得超过复合层厚度。目的是用焊肉将基层与复合层间隙覆盖,防止油或锈产生的气体进入下道焊缝熔池中而使焊缝产生气孔缺陷。 不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。 不锈钢复合管栏杆在家装中的分类现在不锈钢发普及,越来越多的行业和地方用到不锈钢产品,它给我们带来了便利。那么我们在对房屋进行装修,使用带的不锈钢复合管栏杆有哪些分类和注意事项呢,家装不锈钢栏杆分为:镀锌铁管、铜管、不锈钢管、铝塑复合管、复合管、pvc管。 这些不同材料的栏杆的性质和使用上面有明显的区别,像我们使用的PVC(聚氯)塑料管是一种现代合成材料,由于其强度远远不能适用于水管的承压要求,所以极少使用于自来水管。大部分情况下,PVC管适用于电线管道和排污管道;镀锌铁管是目前使用量多的一种材料,但是因为它长时间后由于锈蚀造成水中重金属含量过高,影响,许多发达 和地区的部门已开始明令禁止使用镀锌铁管。



山区低等级公路新建中、小桥段和旧桥的护栏。以上就是为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。 不锈钢复合管护栏无限焊接工艺站来咨询不锈钢复合管护栏无限焊接工艺,那么今天就来讲解下不锈钢复合管护栏无限焊接工艺。焊接是一种焊接材料(相同或不同种类的)通过加热或加压或二者兼而有之,通过使用或不使用填充材料,使工件材料实现原子结合,形成 连接的过程。 那么不锈钢焊接的要点和注意点是什么。不锈钢焊接用的是什么电极不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。 常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。


