


目前国内塑料托盘的制造方法主要有注塑、吹塑两种生产工艺,蓝色新料塑胶踏板,它们有什么区别?又有怎么的使用特点呢?在哪种环境下改使用哪种托盘呢?
生产设备
注塑托盘采用大型注塑机一次注塑成型,产品结实耐用。吹塑托盘采用吹塑机中空吹塑成型,但在制造的过程中下料较多;就单个产品制造时间来说,注塑的托盘时间更短些
产品结构
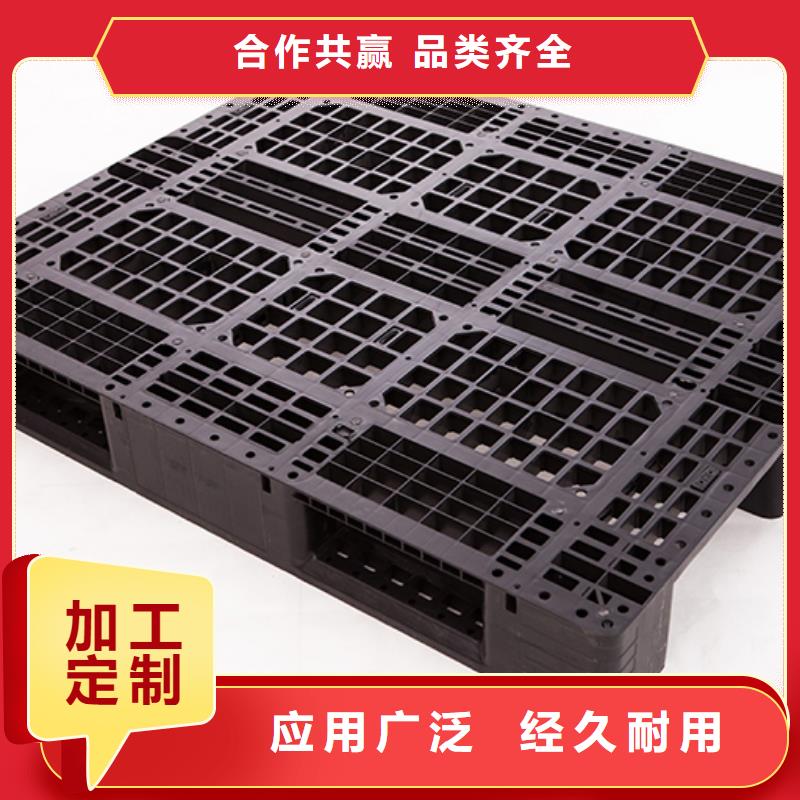
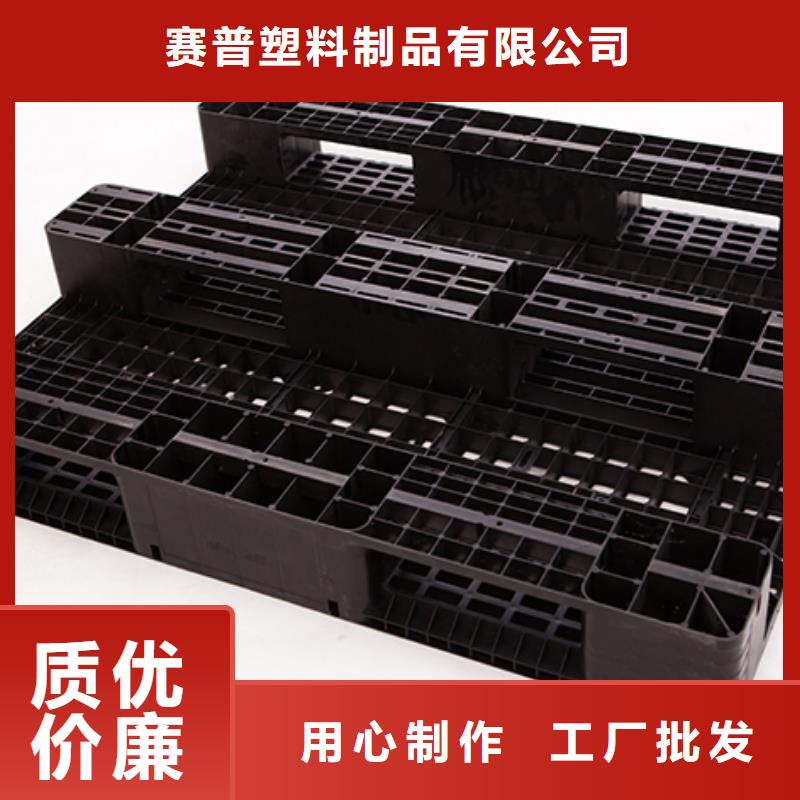
吹塑托盘外观表面会有吹塑孔,中间全部空置,只能生产双面托盘,不能生产单面托盘,网格防潮板塑料托盘,而且产品进叉使用方向一般是两向进叉使用;而注塑托盘外观表面可以分为平板、网格等形状,底部有川子、田字、七角、九脚等多种结构,产品单面、双面都可以生产,平板托盘塑料托盘,可以满足不同行业的客户需求使用。灵活性更大些。


如果是往返周转或一次性使用,需要优先考虑对船运集装箱宽度2300mm的整合性,对1200*1000mm的托盘,要用长1200mm和宽1000mm的组合摆放,必须选用4向进叉。对1200*800mm的托盘,用800mm宽度的方向两组并排摆放。而对1100*1100mm的托盘用1100mm宽度,摆放2列,2向进叉或4向进叉都可以。



江西赛普塑料制品有限公司拥有雄厚的技术实力,多名 塑胶栈板产品研发人员,训练有素的职工队伍, 塑胶栈板加工设备及检测设备,使生产出的 塑胶栈板经科学设计,精心制作,严格检验。数十年来的不懈努力、吸收国内外技术经验,集众家之所长,制造出多领域的新 塑胶栈板产品。严格的 塑胶栈板产品检测,并配以全面的售后服务,使本厂在 塑胶栈板行业独树一帜,赢得八方众多客户的肯定。

塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。
