



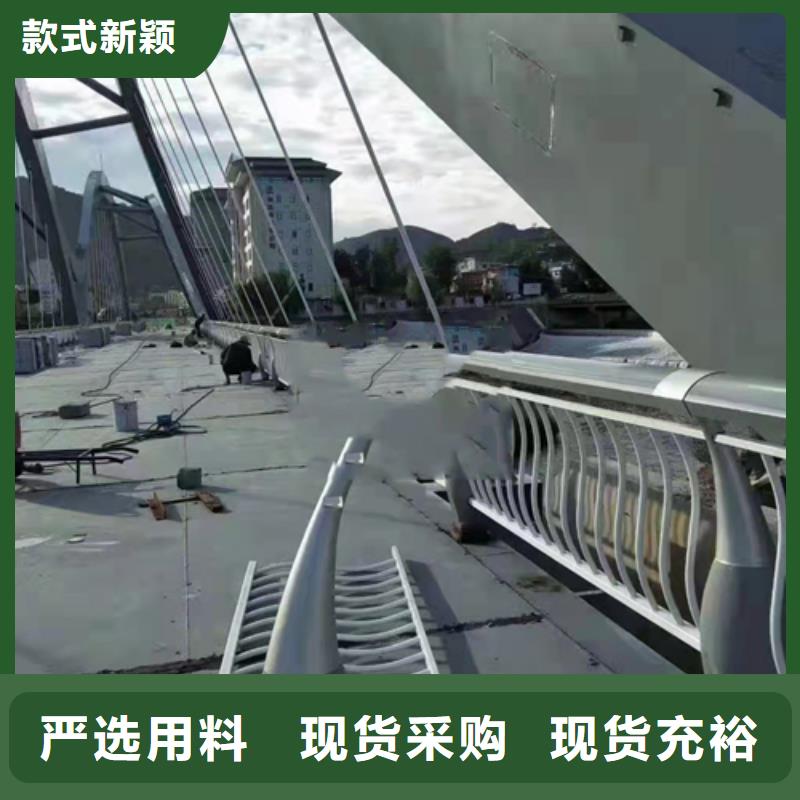

产品优势图


锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W



不锈钢复合管栏杆特点
1. 网格结构简练、美观实用。
2. 便于运输,安装不受地形起伏限制。
3. 特别是对于山地、坡地、多弯地带适应性。
4. 价格中等偏低,适合大面积采用。不锈钢碳素钢复合管护栏质量控制
1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。

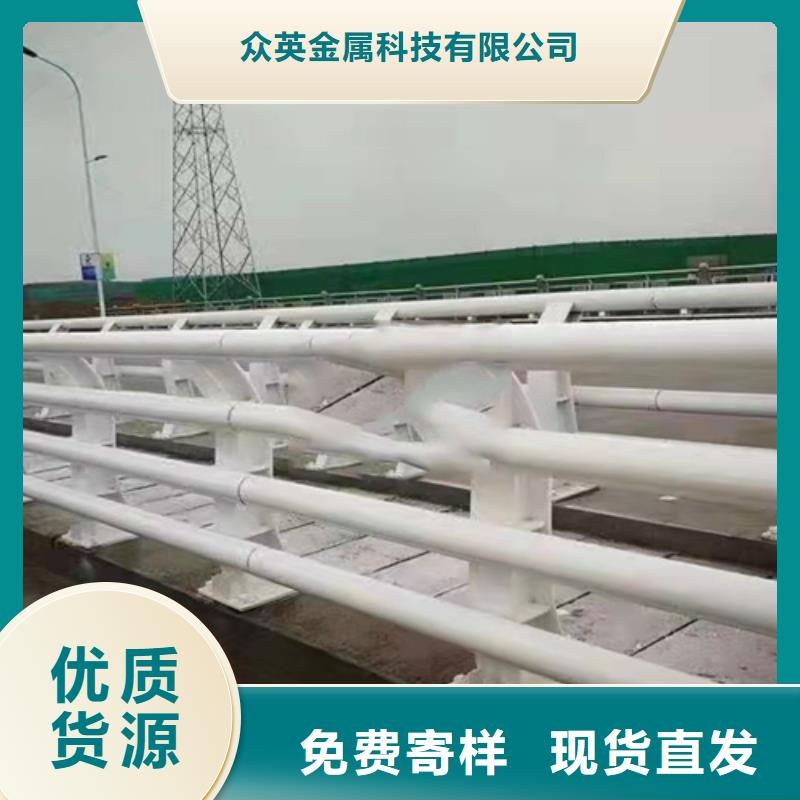
产品案例

公司实力


公司名称]销售(江西吉安) 本地 江西吉安铸铁隔离栏杆立柱。均可定尺、加工。公司供应的产品均保证质量,可根据客户不同需求进行加工等。在技术要求上,可以按照要求生产,本公司生产主要产品有:(江西吉安) 本地 江西吉安铸铁隔离栏杆立柱。公司秉承诚信服务、恪守信誉的宗旨,在同等的质量下,保证以z u i低的价格,z u i完善的服务,z u i高的信誉来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务。

