

以下是:201不锈钢复合管护栏价格的产品参数201不锈钢复合管护栏价格,俊邦金属材料有限责任公司 专业从事201不锈钢复合管护栏价格,联系人:张经理,电话:18906356454、13406352610,QQ:502309354,发货地:开发区工业园发货到浙江省 湖州市 吴兴区、南浔区、德清县、长兴县、安吉县,以下是201不锈钢复合管护栏价格的详细页面。 浙江省,湖州市 湖州市,浙江省辖地级市,是长江三角洲中心区城市,地处中国华东地区,浙江省北部,浙苏皖三省交汇处,地理坐标介于东经119°14′~120°29′,北纬30°22′~31°11′之间,东邻嘉兴市,南接杭州市,西邻安徽省宣城市,北濒太湖,与江苏省无锡市、苏州市隔湖相望,总面积5820平方千米。截至2022年末,湖州市常住人口341.3万人。截至2022年10月,湖州市下辖2个区、3个县。
为了让您更地了解我们的201不锈钢复合管护栏价格,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:201不锈钢复合管护栏价格的图文介绍
不锈钢管和不锈钢复合管的区别
不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。
不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304的效果 ,其次301。
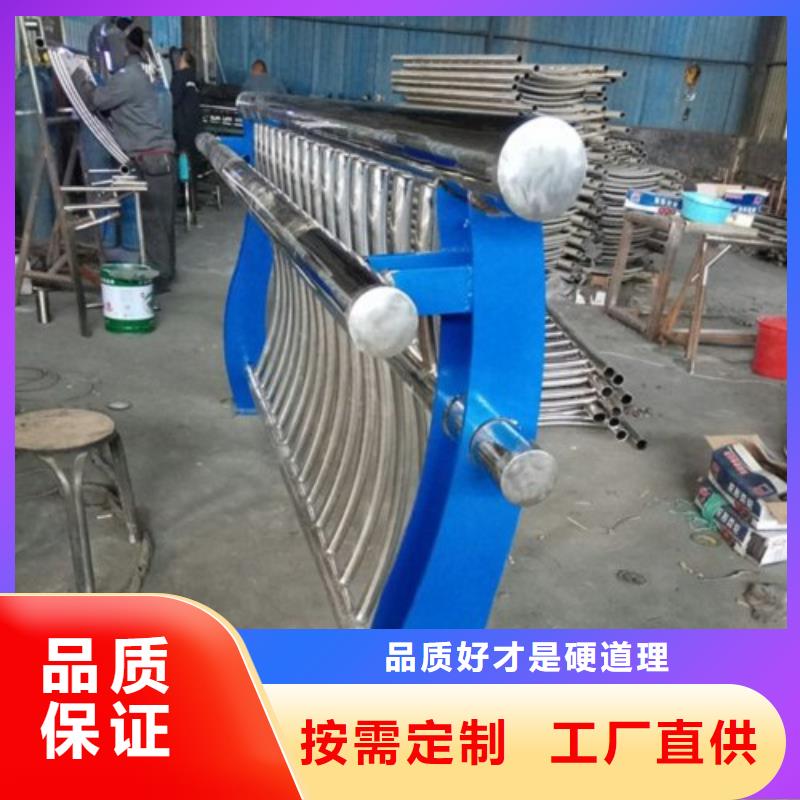
不锈钢/碳素钢复合管是一种新型复合材料,它是由不锈钢带与碳素钢带分别成形、焊接、定径,并使不锈钢带包复在碳素钢管外表面处,使两种材质的钢管形成一个完整、紧密、包复、无间隙的双层钢管,外层不锈钢作为装饰保护层,抗腐蚀能力强,洁净、光亮,内层碳素钢管作为承外载荷的主体。
不锈钢复合管是一般由先进的引进设备、先进的工艺、微电脑控制的自动化生产线生产,产品质量稳定,生产效率高,成本低,具有外表豪华、美观、防腐蚀和碳素钢管强度高、刚性好及价廉的特点,是纯不锈钢的替代产品,适用于建筑、装饰等行业。
浙江湖州俊邦金属材料有限责任公司是专业研发 道路/河道护栏。本公司座落于开发区工业园,竭诚为五湖四海的朋友提供优质的服务,用货真价实的优质产品和积j i负责的服务,以及商业道德文明铸就品牌建设之路。
公司坚持科技创新,追求的质量方针,狠抓品牌建设,精细选材,禁止为了迎合低价位竞争而偷工减料,更禁止一味追求利润而欺骗消费者,产品生产流程严格把关,凭借先进的现代化生产设备,不断提高生产工艺水平。
公司拥有一支专业的队伍,形成了一支有知识、有活力朝气蓬勃的团队。自成立以来,公司团队不断的努力,诚信、负责、积j i、创新,塑造了良好的品牌信誉和客户的好评。
304不锈钢复合工业管:具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处理硬化现象。目的:餐具、橱柜、锅炉、汽车配件、医疗器械、建筑材料、食品工业(使用温度- 196°C到700°C)
310不锈钢复合工业管主要特点是:耐高温,常用的锅炉,汽车的尾气。其他性能一般。
303不锈钢复合工业管:通过添加少量的硫和磷,使其更容易加工,304年与304年相似的其他性能。
302不锈钢复合工业管:302不锈钢棒被广泛应用于汽车零部件、航天航空等五金工具、化工。具体如下:工艺品、轴承、滑动、医疗设备、家用电器等。特点:302不锈钢球属于奥氏体形状钢,与304年相比,302的硬度较高,HRC小于等于28,具有良好的防生锈和腐蚀性能。
301不锈钢复合工业管:良好的延性,用于成型产品。也可以快速硬化的机械加工。良好的焊接性。耐磨性和疲劳强度优于304不锈钢。
202不锈钢复合工业管:属于铬-镍-锰奥氏体不锈钢,性能比201不锈钢好。
201不锈钢复合工业管:属于铬-镍-锰奥氏体不锈钢,磁性低。
410不锈钢复合工业管:属于马氏体铬钢(高强度)、良好的耐磨性、耐蚀性差。
420级不锈钢复合工业管、“刀具”马氏体钢,如布氏硬度高铬钢不锈钢早。也用于外科手术工具,可以做很轻。
430不锈钢复合工业管:铁素体不锈钢,装饰,比如汽车配件。良好的成形性,但耐热性和耐蚀性比较差。
焊接要求
复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
3.9 焊后清理
焊后应仔细清理焊件表面的焊渣、焊瘤飞溅物及其他污物。必要时应对焊缝进行局部修整。焊后清理完毕,应在基材焊缝附近的明显部位打上焊工印记以便日后考查。
3.10 焊接工艺评定
当产品技术条件要求进行焊接工艺评定时,须在开工前进行焊接工艺评定,详见 “JB4708-2000钢制压力容器焊接工艺评定”。
我公司内衬不锈钢复合钢管的焊接焊缝经中国船舶工业总公司船舶工艺研究所做的“焊接工艺评定报告”:复合钢管焊接试样的抗拉强度达到550~565N/mm2。
3.11 焊接管件采用钢制对焊无缝管件应符合GB/T12459-1990,焊接管件采用钢板制对焊管件时应符合GB/T13401-1992,用于输送石油天然气的焊接管件应符合SY/T0510-1998“钢管对焊管件”和SY/T5257-2004“钢制弯管”。
内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。也可参照JB/T4790-2000“钢制压力容器焊接规程”附录A。“不锈钢复合钢焊接规程”。
3.2 坡口形式可采用GB/T13148图1的对接6号,也可见本文图1。
3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
3.6 焊接设备
焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。
3.7 焊接程序
先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。
201不锈钢复合管护栏价格_俊邦金属材料有限责任公司 ,固定电话:13406352610,移动电话:18906356454,联系人:张经理,QQ:502309354,开发区工业园 发货到 浙江省湖州市。











