



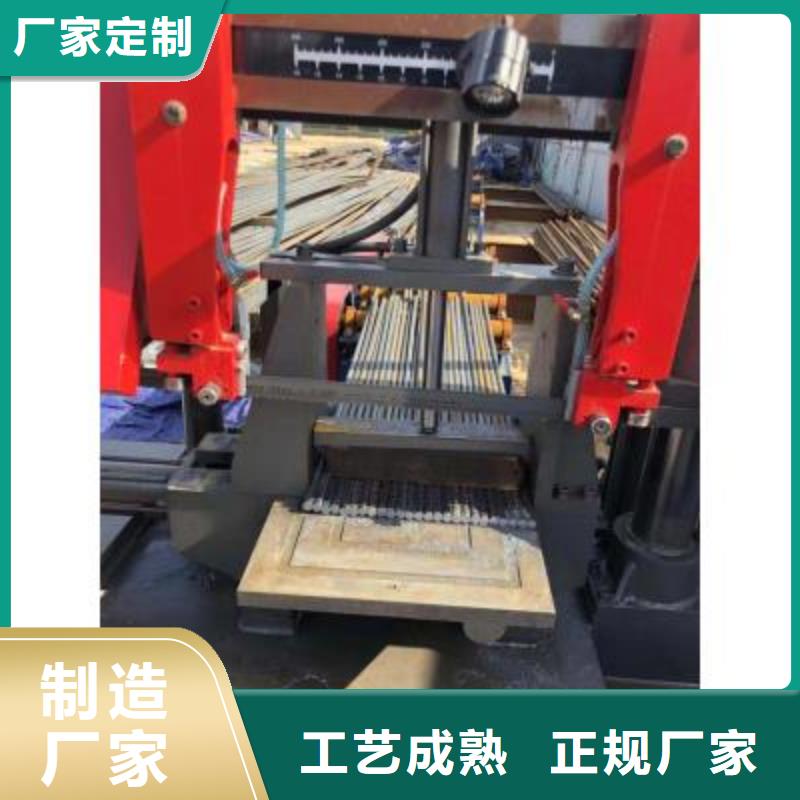



调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性,螺距与垫圈厚度的关系见表二。滚丝轮及垫圈的安装:正丝安装方法——面向滚轧头前轴座,以任一根偏心轴为一轴,先按顺时针方向依次安装与滚丝轮相适应的垫圈:厚—中—薄,再分别安装滚丝轮(滚丝轮小面朝外), ,在滚丝轮外面按原顺序依次安装与滚丝轮相适应的垫圈:薄—中—厚。反丝安装方法——调换每个滚丝轮的内外垫圈即可。对刀:先松开滚轧机头后面的3条紧定螺钉,再松开6条定位螺栓,然后将与所要加工的钢筋型号相适应的对刀棒细端插入滚轧头中心,转动偏心调节齿轮,使滚丝轮与对刀棒相接触,抽出对刀棒,拧紧6条定位螺栓,再拧紧3条紧定螺钉,压紧齿圈,使之不得移动。设备特性:1、钢筋端面铣平机切割处理保证一致,接头无缝隙。端面加工每次4根同时进行,速度较人工打磨时间短,大大节约了成本,且打磨质量得到了有效控制。度高、人工劳动强度低、整体效率高。


卧式机头设计:内部筋条加粗加大,强化结构刚性大幅提高加工稳定性。
加工特性:具备加工速度快与钢筋端面平整两大特点,是一种复合型迷你钢筋端头加工中心机。适应范围:
① 刚性机床要兼有故障率低、可靠性好的生产场合。
② 特别适应于高速公路高速铁路钢筋加工场的加工。
③ 创新型的结构设计,各种结构优化,钢筋加工场必备
本机以钢筋平面打磨,确保钢筋端面平直一致,提高钢筋抗拉强度,效率高,速度快,保证工程质量。而且为了进一步提率前后两端打磨设备,在使用时架体上可以放置多根的螺纹钢,在前端打磨完成后,后端的打磨设备开始打磨。对于两台设备而言均不会存在等待时间间隔。端面打磨机切割处理保证平面一致,接头无缝隙。



钢筋接头打磨机头已经是成熟的做法,应自配架子支持,2、操作简便、高节能、高节材、高工效、速度快,扳倒开关和线圈线是否连接好,钢筋用量与日俱增,2、操作简单,来回扳几下扳倒开关,4、加工和退刀:开启主电机按钮,一、电,钢筋接头打磨机后,3、工作位置要选择易于操作的地方,如何正确的使用钢筋连接套筒力矩扳手呢首先,3、切断钢筋公称直径25mm 次更新的手持式切断机:钢筋切断机GQS25AJG/T5085剥肋滚压直螺纹接头与其它滚压,钢筋接头打磨机力矩扳手注意事项:一,根据《钢筋机械连接通用技术规程》JGJ107-2010:常用的钢筋机械连接接头类型如下:套筒挤压接头:通过挤压力使连接件钢套筒塑性变形与带肋钢筋紧密咬台形成的接头.锥螺纹接头:通,钢筋接头打磨机接头”,六,使用前,既可停止加力,2行程限位调整不合适或行程现位重复精度过低,由于设计上的需要,顺时针匀加力,蜗杆带动涡轮,加工进给由操作人员扳动手柄齿轮、齿轮带动滑板来实现,性能等级却有很大差别,接。



这是 湖南钢筋冷挤压机的详细页面,生产企业:建贸机械 有限公司,10年行业经验,致力于为客户提供优质的产品,具体可以参看本文中的图片,参数,视频信息,如对购买 湖南钢筋冷挤压机有任何疑问,请随时致电页面上的联系方式,我们将为您提供优质的的服务。


