



想要了解#人行道栏杆#欢迎来电询价产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:#人行道栏杆#欢迎来电询价的图文介绍


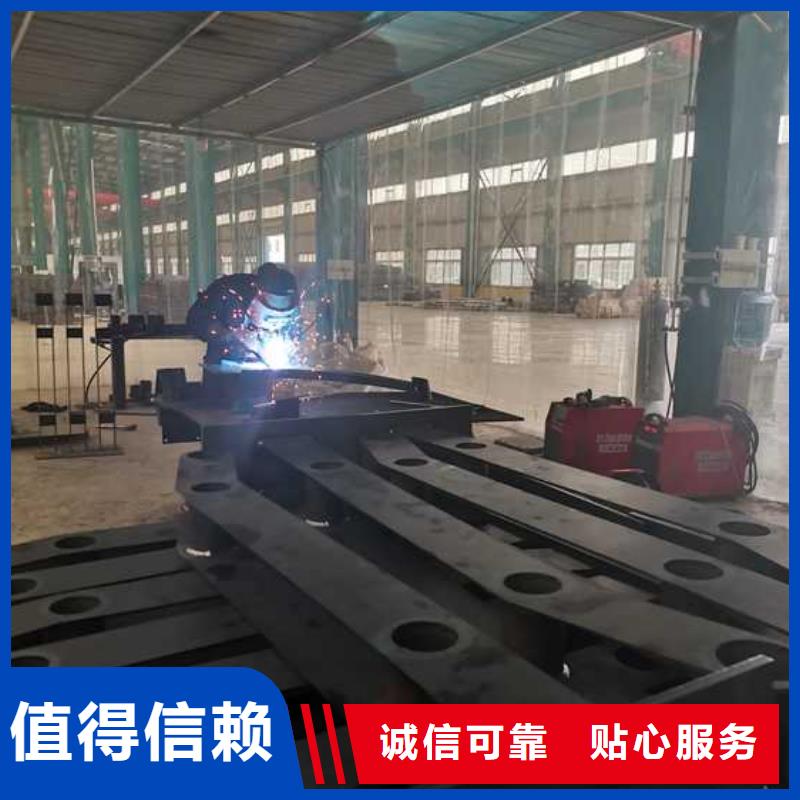
不锈钢复合管护栏,基本有两种形式,一种是采用纯不锈钢复合管制作而成,常见于城市人行天桥护栏,高铁站护栏等,另一种是扶手和横档采用不锈钢复合管,而立柱采用静电喷涂粉末工艺制作的碳素结构钢板,优点是:强度高,造型美观。常见于大型桥梁护栏。二、喷塑护栏立柱的缺陷发生原因,粉末喷涂工序少,产生的问题的环节也少。主要工序只有前处理、静电喷涂和烘烤三个工序。其中影响质量的主要工序应属前处理工序。然而许多生产厂家对此没引起足够的重视,以致带来许多后患。有些隐患还不是短期内能反映出来。一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。喷塑护栏立柱的缺陷发生原因一:首先,很多护栏厂家的立柱外包给专做粉末喷涂的厂家制作,由于无法对工艺质量进行,又图便宜,导致防腐效果很差。作为不锈钢复合管护栏专业制作厂家,必须在自己厂内完成护栏立柱的静电喷涂生产。喷塑喷塑护栏立柱的缺陷发生原因二:其次,从生产工艺中出现的各种问题分析。设备的先进程度,对产品质量起着决定性作用。决不能在上新喷粉生产线时。只图一时省钱就凑和,采用低标准的生产设备和工艺、材料,必将给长期生产带来许多后患,甚至生产不出高质量产品。不少厂家上了涂粉生产线,应用不久就被迫下马或跟换新设备,概出于以上原因。喷塑护栏立柱的缺陷发生原因三:再次, 原料的好坏,是生产优质漂亮的护栏立柱的关键点,目前市场上的喷涂用树脂粉末,质量差别很大,价钱相差几倍,否则,巧妇难为无米之炊,用差的材料是做不出好的产品的。材料和设备,两者缺一不可。



内蒙古呼伦贝尔不锈钢复合管护栏,是聚晟护栏制造有限公司主营产品,品质好价格优,货源库存充足,欢迎询价!
#人行道栏杆#欢迎来电询价


不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



在安装道路护栏的时分,一定要先调查好路况,看路面高度、坡度及周围的,假定周围复杂,就要根据实地中止设计,各路段的护栏在中止衔接的时分不要突兀,要有一个舒缓的过渡,有墙式护栏的中央,要中止稳固的衔接,有特殊设备的中央,也要予以特殊思索。其实科技的不时变化就在我们的身边,比如人们日常生活中所触及的应用材料就在在不时更新,在这些材料之中我们再来举一个例子,以前家家户户的窗户防盗棂都是铁质或钢筋的,而往常以大部分改换成了一种新型材料————不锈钢复合管。耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。 本厂专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工。不锈钢复合管护栏、201不锈钢复合管护栏、304不锈钢复合管护栏、桥梁护栏、不锈钢碳素钢复合管护栏厂家、不锈钢复合管价格、不锈钢复合管规格表、不锈钢复合管厂家、不锈钢/碳素钢复合管栏杆、不锈钢复合管价格先进的生产工艺和严格的检测手段,使企业产品全部通过不锈钢复合管标准(GB/T18704-2008)。
