

联系我们

造纸厂钢衬管河南钢衬PE管道
更新时间:2024-12-30 03:58:38 浏览次数:2 公司名称:洛阳 纵横机械制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |



纵横机械制造有限公司常年经销【辽宁葫芦岛钢衬塑管道】等产品。公司以诚信为本,坚持创新发展,努力站在客户的角度思考问题,欢迎来电咨询选购。



碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的技术指标
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm。
二、衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。
碳钢衬塑管道,不锈管衬塑管,给水衬塑管道的使用温度
1 、钢衬聚丙烯管(GSF.PP)的介质工作温度:-20℃~105℃
2、钢衬聚氯乙烯管(GSF.PVC)的介质工作温度:-15℃~65℃
3、钢衬聚乙烯管(GSF.PE)的介质工作温度:-20℃~80℃
4、钢衬聚烯烃管(GSF.PO)的介质工作温度:-15℃~110℃
5、钢衬聚四氟乙烯管(GSF.F4)的介质工作温度:-100℃~250℃



衬塑管道蝶阀安装操作重点
衬塑管道随着新型管道的相继推出,用于输送燃气的管道采用涂塑管,内外涂塑管是一种燃气专用管道,该管材可以输送任何气体,包括:天然气、瓦斯、沼气、煤气等,是一种多功能型管道。
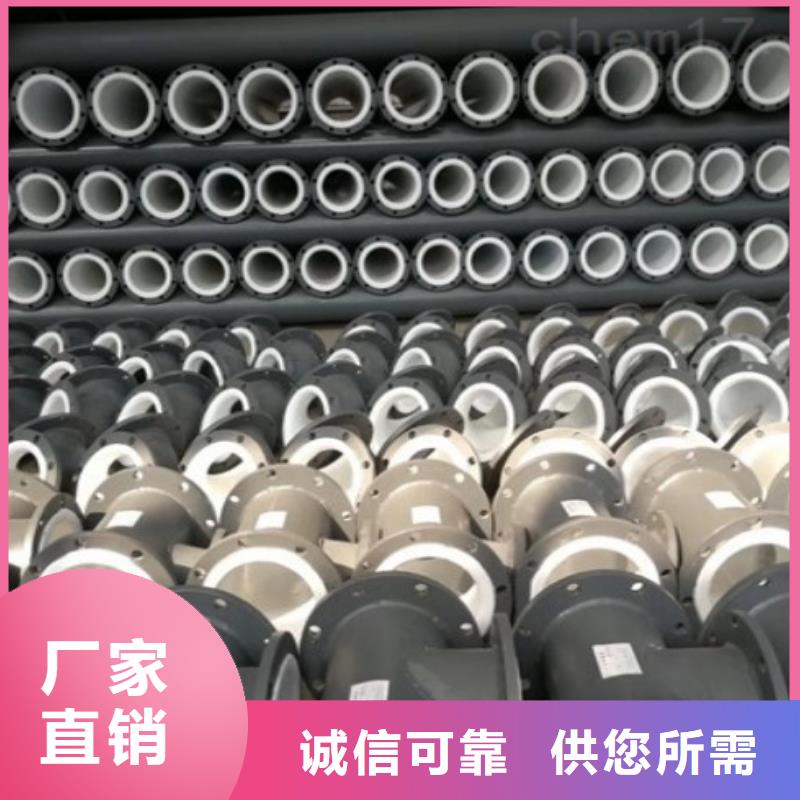
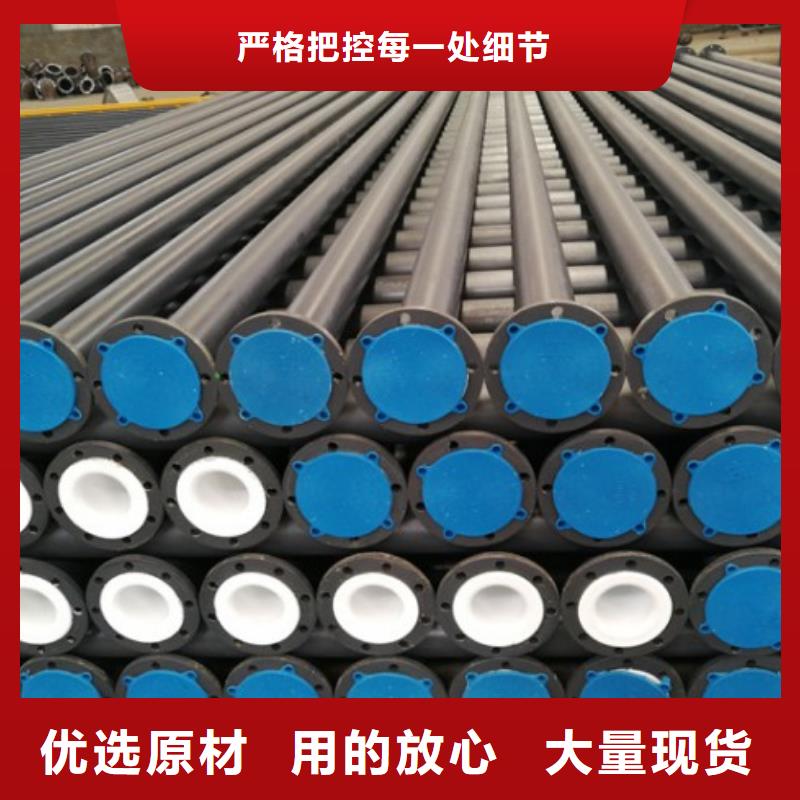
衬塑管道即钢衬塑复合管,是以普通碳素钢管作为基础,内衬化学性优良的热塑性塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有塑料管的耐腐蚀性能,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。
衬塑管件典型应用:适用于一般腐蚀性液体介质输送,更适用于生活用水和饮用冷热水的输送,输水时,不影响水质,符合食品卫生要求,高耐磨高密度聚乙烯管可广泛用于固液浆体如煤炭、矿砂的输送。广泛用于石油化工制品电力自来水环保等行业。
有客户在现场遇到个让人头痛的问题,他们买了一个阀门厂的蝶阀,属于废气处理系统,系统压力基本都是常压,选择大口径蝶阀,用户是国有企业,必须进行压力等工作才能安装,因为口径较大,压力等都是麻烦的事情,而且费用较高,有无需二次检验即可安装的规格吗?钢衬塑管道试压要给费用吗??
试压是必要的,如果安装在漏水的地方很难处理,然后拆下来修理更麻烦。 业主也要给这部分试压费用!! 阀门不能无压力测试,内衬塑料管根据你说的管道不应是压力管,根据规范GB50184-2011工业金属管工程施工质量验收规范4.0.3对C型流体阀进行10%抽查,不少于1;D型流体阀5%抽查不少于1;) C型流体是指不包括D不燃、或毒性程度轻的流体管道。 流体的D型是指:不易燃,或有毒到轻危害程度,设计压力小于或等于1.0MPa且设计温度高于-20摄氏度但不高于185摄氏度的流体管道.。 你看抽查比例对阀门进厂检验,压力不合格,阀门厂家负责处理,用户自然不愿意冒塑料内衬管道的风险。


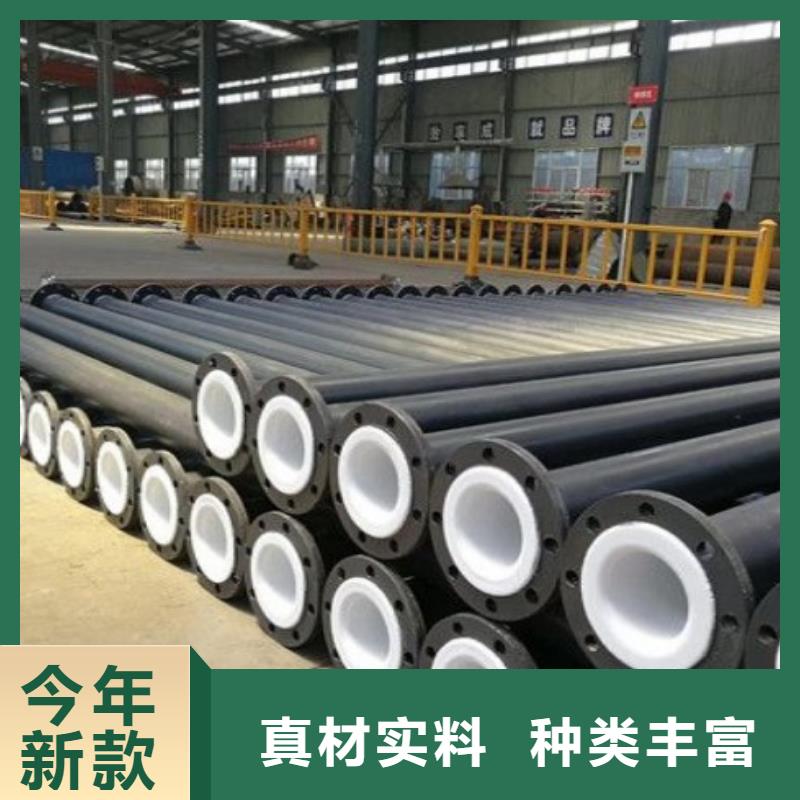
衬塑钢管生产工艺主要流程
1、流程简图
原材料 → 切割取料 → 修整 → 调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 回炉流平 → 表面修整 → 油漆 → 标识 → 包装 →入库;
文字说明
1、壳体半成品制作
按照公司生产计划和采购计划,购入各种符合要求的原材料,经理化检测后,按规定尺寸由金属管道专用切割机取料,把初取料用数控车床修整,经尺寸检验合格,利用法兰盘精度控制检测仪分别在直管和配件调直对眼机上进行法兰点焊,然后按规格大小分别用自动埋弧焊和气体保护焊焊接成壳体半成品。
2、打磨除锈处理
经检验合格后的壳体半成品用直压型开放式喷砂机进行内外表面除锈处理,除锈等级达到Sa3级,再将除锈后的壳体半成品内壁进行适度打磨,使钢管内壁呈毛玻璃状,以增加滚衬时塑料和钢管的粘接力和致密性,同时进一步除去焊渣和铁屑、铁锈,保证下道滚塑工序的产品质量。
3、加热滚塑
将经过预处理的壳体半成品按不同规格型号分别送入自动化加热炉加热,利用智能电子温控仪控制加热升温过程,以便壳体充分受热,热能控制仪显示壳体已达到设定热能状态后,利用智能输料控制器和自动定量送料机将设定的粉料送入钢管内壁,并在旋转装置中完成自动滚衬过程。
4、流平修整
将 步滚塑后的制成品转入另外一台设定温度相对较低的自动化加热炉,利用旋转装置在炉内缓慢转动,使粘附在钢管内壁表面未完全熔融的热塑性粉料进一步融化,在逐步降温冷却后出炉,并对外表面进行美观修整。
5、油漆包装
对已滚塑好的成品进行规定的各种型式试验,将检验合格的产品采用底漆、中漆、面漆三道油漆处理,并按标准标识和包装(油漆、标识和包装也可按客户要求)。
洛阳纵横机械制造有限公司是一家集科研、开发.生产、销售于一体的多元化复合型离新技术企业。企业致力于环保节能新型产品的开发、研究与应用,专业生产耐磨,防腐蚀管道与设备。产品分为超髙分子量聚乙烯系列、衬胶系列、衬塑系列等防腐耐磨系列产品,并具备工程测量、设计、生产、安装能力和完善的售后服务体系。
衬塑钢管系列产品是公司主导产品之一,该系列产品分为:衬塑钢管,钢衬(滚)管、钢衬(滚)PO管、钢衬PP管、钢衬PVC管、钢衬聚四氰乙烯管等,以及各种非标、成套系列衬塑设备。


